Las latas de bebidas constan de dos partes principales: un cuerpo embutido y una tapa metálica independiente. La tapa debe ser lo suficientemente resistente para soportar la presión interna de la bebida, pero al mismo tiempo fácil de abrir. Para lograrlo, las tapas modernas de fácil apertura se estampan a partir de una aleación de aluminio de alta resistencia.
En la práctica, se utiliza una aleación de la serie 5xxx (normalmente 5182), que contiene aproximadamente entre un 4 y un 5 % de magnesio. Esta aleación con alto contenido de magnesio (en temple H48) es más dura y resistente que el material del cuerpo de la lata, lo que permite que la tapa plana sea más rígida y estable.
La línea de producción transforma bobinas de esta aleación en tapas terminadas a gran velocidad: se forman las piezas, se realizan las líneas de corte (score), se colocan las anillas, se aplica el sellado, se inspecciona la calidad y finalmente se embalan las tapas para su envío.
Materias primas
La producción comienza con bobinas de aluminio prelacado. Para las tapas se emplea una aleación específica de la serie 5xxx (por ejemplo, 5182), elegida por su buena conformabilidad y su resistencia después del conformado. Estas bobinas suelen suministrarse en temple parcialmente endurecido (H48), que equilibra ductilidad y rigidez.
La banda se desenrolla desde grandes bobinas hacia la línea de conformado. Las anillas se fabrican a partir de una banda más estrecha de aluminio —a menudo aleación 5042 en temple H18— que se alimenta por separado en la etapa correspondiente.
Antes del estampado, se aplican lubricantes de grado alimentario sobre la lámina de aluminio para facilitar el flujo del metal y evitar adherencias.
En resumen, los insumos principales son:
- Lámina de aleación de aluminio (5182-H48 para tapas)
- Banda de aluminio para anillas (generalmente 5042-H18)
- Lubricantes aptos para uso alimentario
- Compuesto sellador para la etapa posterior
| Parte | Aleación | Estado | Condición | Composición (%) | Propiedades mecánicas | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mn | Mg | Cr | Rm (MPa) | Rp0.2 (MPa) | A (%) | ||||
| Cuerpo | 3004 | H19 | min | 0,00 | 0,00 | 0,00 | 1,00 | 0,80 | 0,00 | 290 | 270 | 2 |
| max | 0,30 | 0,70 | 0,25 | 1,50 | 1,30 | 0,05 | 330 | 310 | ||||
| 3104 | H19 | min | 0,00 | 0,00 | 0,05 | 0,80 | 0,80 | 0,00 | 290 | 270 | 2 | |
| max | 0,60 | 0,80 | 0,25 | 1,40 | 1,30 | 0,05 | 330 | 310 | ||||
| Tapa | 5182 | H48 | min | 0,00 | 0,00 | 0,00 | 0,20 | 4,00 | 0,00 | 355 | 310 | 5 |
| max | 0,20 | 0,35 | 0,15 | 0,50 | 5,00 | 0,10 | 400 | 350 | ||||
| Anilla | 5042 | H18 | min | 0,00 | 0,00 | 0,00 | 0,20 | 3,00 | 0,00 | 330 | 300 | 3 |
| max | 0,20 | 0,35 | 0,15 | 0,50 | 4,00 | 0,10 | 380 | 350 | ||||
Proceso de fabricación
La tapa se forma mediante una serie de etapas de alta velocidad. A continuación, se describe el proceso paso a paso:
1.Desenrollado y lubricación
Una bobina grande se coloca en el desenrollador y la lámina avanza hacia la línea de producción. Se aplica una fina película de aceite de grado alimentario para facilitar el conformado y preparar el material para el estampado.
2.Troquelado y rizado (curling)
La banda lubricada entra en una prensa que troquela y embute las carcasas de las tapas. En cada golpe de alta velocidad se estampan miles de discos circulares. Al mismo tiempo, un equipo formador crea el reborde exterior, enrollando el borde de cada pieza hasta formar un rizo preciso. Este reborde se utilizará posteriormente para engarzar la tapa al cuerpo de la lata.
En la práctica, un sistema equilibrador entre máquinas mantiene sincronizados el troquelado y el rizado.

3.Aplicación del compuesto sellador
Las carcasas ya tienen forma de copa poco profunda con un borde rizado. Luego pasan por una máquina aplicadora que deposita un cordón muy fino de compuesto sellador en el interior del rizo. Este compuesto —normalmente una dispersión polimérica a base de agua— se cura formando una junta elástica que garantiza la hermeticidad cuando la tapa se engarza a la lata.
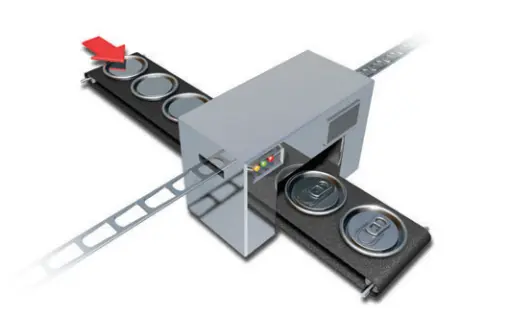
4.Inspección de calidad
Tras la aplicación del sellador, el 100 % de las tapas se inspecciona mediante sistemas automáticos de visión. Cámaras de alta velocidad o sensores ópticos detectan defectos como rayaduras, abolladuras o exceso de compuesto. Las piezas defectuosas se rechazan automáticamente para evitar fallos posteriores.

5.Marcado de apertura y colocación de la anilla
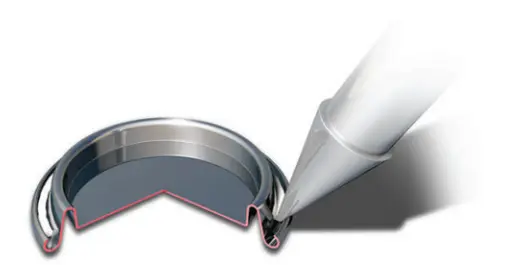
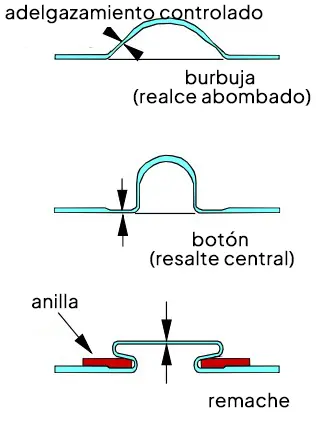
En la prensa de conversión, la carcasa se transforma en una tapa funcional de fácil apertura. Primero, el panel central puede recibir relieves que aumentan su resistencia a la presión. Después, una herramienta de carburo realiza el marcado (score) con un patrón en forma de V truncada.
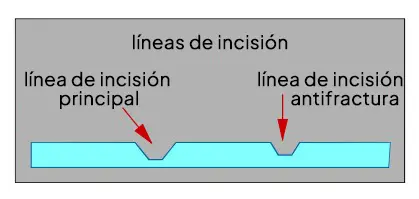
Este marcado es una ranura extremadamente precisa y poco profunda que delimita la futura abertura sin cortar completamente el metal. Solo queda una capa muy fina de material —de unas pocas decenas de micras— que permitirá que la tapa se abra limpiamente bajo una fuerza controlada.
Simultáneamente, se forma el remache a partir del propio material de la tapa. Una anilla previamente troquelada se posiciona sobre el remache y una herramienta de engastado lo pliega y fija, creando una unión mecánica entre la anilla y la tapa. El resultado es la clásica tapa con anilla fija (“stay-on-tab”).

6.Prueba de estanqueidad
Una vez colocada la anilla, cada tapa se somete a una prueba de fugas. Normalmente se aplica presión o se utiliza un sistema de inspección luminosa para detectar posibles perforaciones o grietas. Las piezas que no cumplen los requisitos se descartan automáticamente.
7.Embalaje final
Las tapas terminadas se cuentan y se apilan en columnas estándar (por ejemplo, 250 unidades por paquete). Luego se enfundan y se paletizan para su envío a las plantas de llenado.

Resumen
Una tapa de lata de aluminio comienza como una bobina de aleación especializada y, a través de un proceso altamente automatizado, se transforma progresivamente: se troquela, se riza, se aplica el sellador, se marca con precisión, se coloca la anilla, se verifica su estanqueidad y finalmente se embala.
La fabricación exige tanto grandes fuerzas de estampado como una precisión micrométrica. Los sistemas de control e inspección garantizan la uniformidad y detectan defectos en tiempo real, ya que una sola tapa defectuosa podría comprometer la calidad del producto o la seguridad del consumidor.
Las tapas terminadas se envían a los fabricantes de bebidas, donde se engarzan al cuerpo lleno de la lata mediante una máquina cerradora. Así se completa la lata de dos piezas, lista para ofrecer bebidas de forma segura, práctica y eficiente.
Preguntas frecuentes
¿Qué aleación de aluminio se utiliza para fabricar las tapas de las latas?
La mayoría de las tapas de latas de bebidas se fabrican con aleación de aluminio 5182 de la serie 5xxx. Esta aleación contiene aproximadamente entre 4% y 5% de magnesio, lo que le proporciona mayor resistencia y rigidez que el material utilizado en el cuerpo de la lata.
¿Por qué las tapas de las latas son más gruesas que el cuerpo de la lata?
Las tapas deben soportar la presión interna de las bebidas carbonatadas y al mismo tiempo permitir una apertura segura. Por ello, el aluminio de la tapa suele tener un espesor aproximado de 0,20 a 0,27 mm, mayor que el del cuerpo de la lata, para garantizar resistencia estructural.
¿Qué profundidad tiene el marcado de apertura (score) en una tapa de lata?
El marcado de apertura es una ranura muy precisa que no corta completamente el metal. Generalmente deja una capa residual de entre 60 y 90 micras de espesor, suficiente para mantener la resistencia de la tapa pero permitir que se abra fácilmente con la anilla.
¿Cuántas tapas de latas se pueden producir por minuto?
Las líneas modernas de producción de tapas de aluminio pueden fabricar entre 2.000 y 3.000 tapas por minuto. Algunas líneas de alta velocidad incluso superan las 3.500 unidades por minuto dependiendo del diseño de la tapa y de la capacidad del equipo.
¿Cuántas tapas se empaquetan normalmente en un paquete para transporte?
En la industria de envases metálicos, las tapas suelen apilarse en columnas llamadas “sticks”. Cada stick contiene normalmente alrededor de 250 tapas, y varios sticks se agrupan y paletizan para su envío a las plantas de llenado de bebidas.