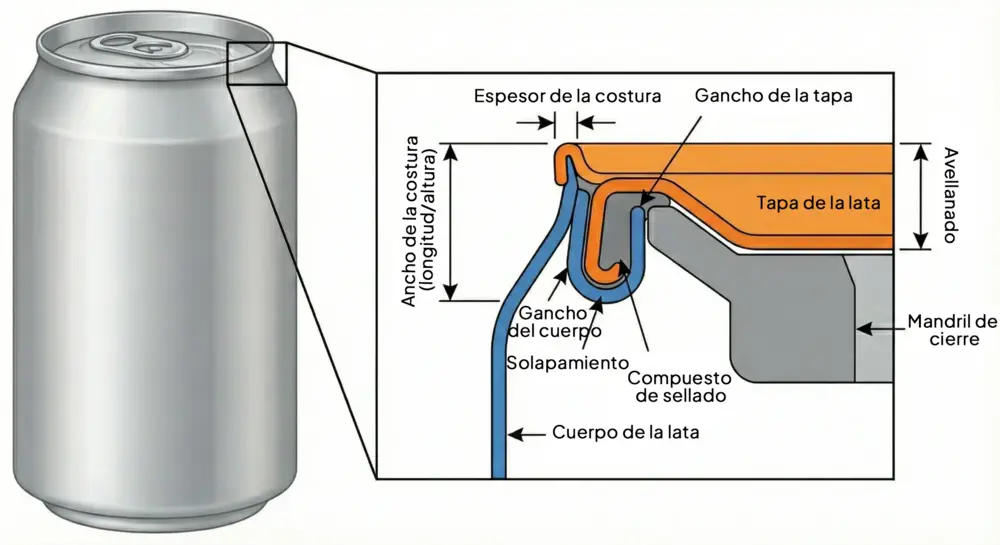
El doble engargolado (double seaming) es el método estándar para sellar latas metálicas. Consiste en un cierre mecánico que une el cuerpo de la lata con la tapa para formar un sello hermético. En la práctica, el borde curvado de la tapa (cover hook) se enrolla alrededor del reborde del cuerpo de la lata (body hook), de modo que tres capas de la tapa y dos del cuerpo quedan entrelazadas. Esta unión de cinco capas crea un cierre hermético que protege alimentos y bebidas enlatados de microorganismos y del aire.
En otras palabras, el doble engargolado reemplaza el uso de soldaduras o adhesivos, garantizando que las latas permanezcan selladas durante el transporte, el almacenamiento e incluso los procesos de esterilización térmica.
En un doble engargolado completo, el borde de la tapa queda enganchado bajo el reborde de la lata, entrelazando las cinco capas metálicas. Antes del proceso de cierre, normalmente se aplica un compuesto sellante (gasket o sealing compound) en el borde de la tapa. Durante la segunda operación de engargolado, la alta presión hace que este compuesto se introduzca en los microespacios del cierre. El resultado es un sellado completamente hermético.
Por definición, un sello hermético es “completamente impermeable al aire y a los contaminantes externos”, por lo que un doble engargolado bien realizado puede mantener los productos frescos durante años. De esta forma, el doble engargolado permite obtener un cierre resistente y estanco sin necesidad de calor ni productos químicos, lo que representa una ventaja clave para la seguridad alimentaria.
Las operaciones del doble engargolado
El proceso de doble engargolado en una línea de envasado se realiza en varias etapas. Primero, la lata y la tapa se sujetan y alinean mediante compresión. Después, dos operaciones de rodillos completan el cierre:
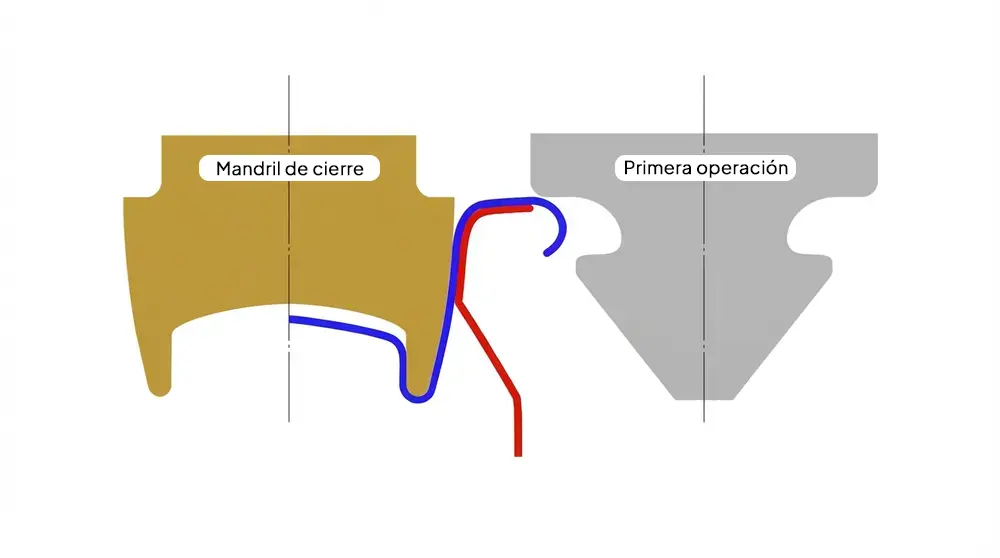
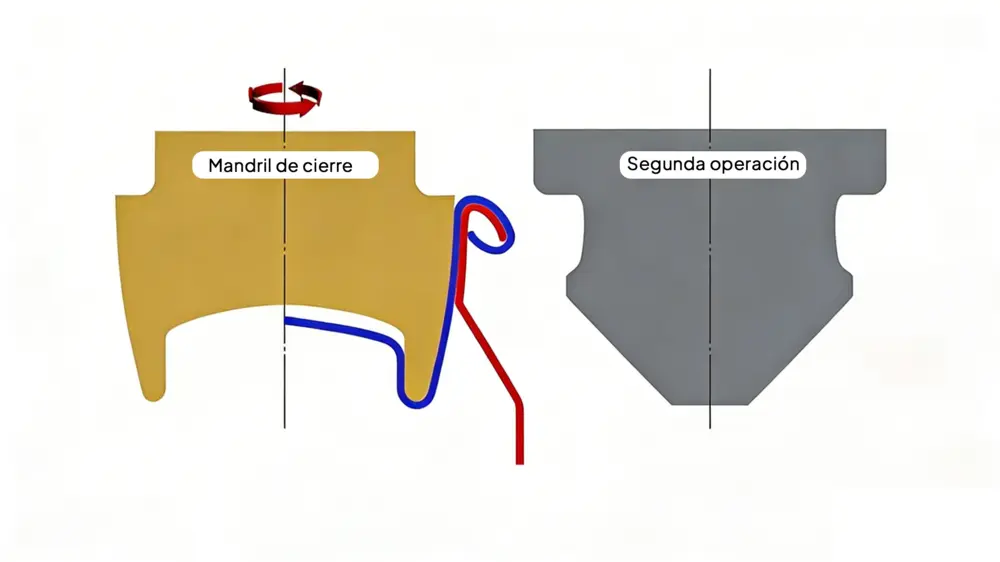
Primera operación:
Un rodillo de engargolado con forma de “C” entra en contacto con la tapa. Este rodillo engancha y pliega el borde curvado de la tapa (cover hook) bajo el reborde del cuerpo de la lata (body hook). A medida que la lata gira (o el rodillo se desplaza), ambos ganchos quedan entrelazados. En esta etapa la unión ya está formada, pero el cierre aún permanece relativamente suelto.
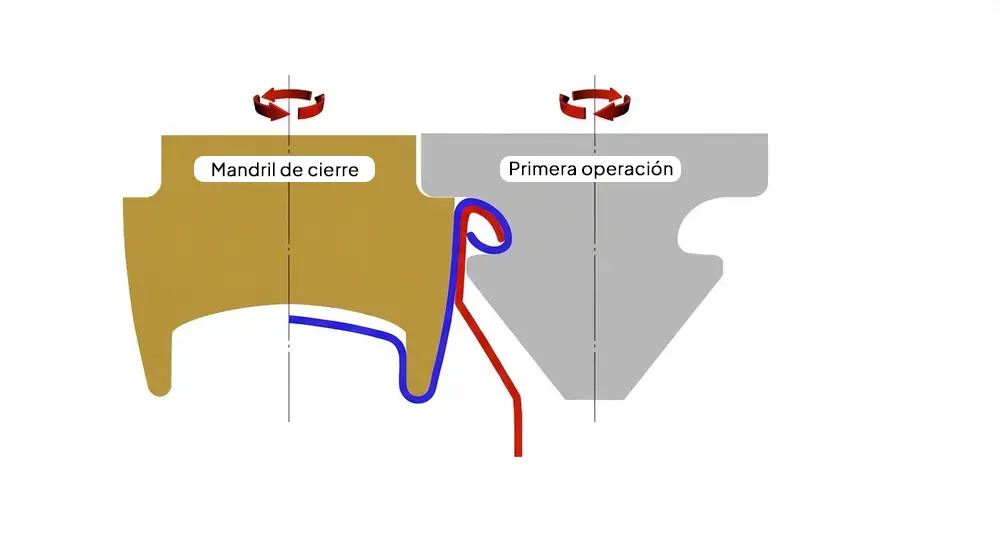
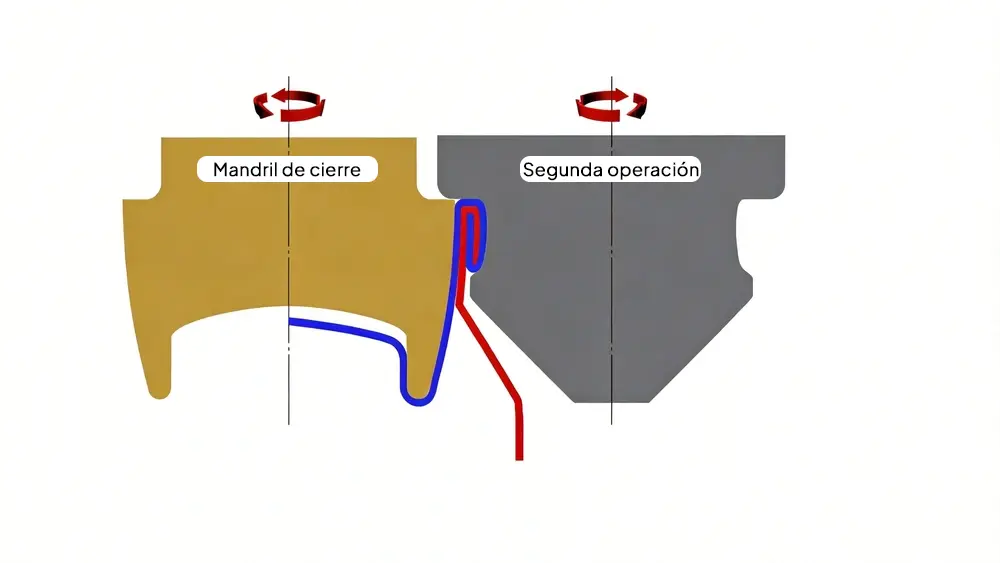
Segunda operación:
Un segundo rodillo, más plano y de perfil bajo, pasa sobre el cierre recién formado para comprimirlo. Este rodillo aplana la unión de cinco capas contra el cuerpo de la lata. La presión hace que los ganchos metálicos se ajusten firmemente y que el compuesto sellante llene cualquier espacio. Tras esta segunda operación, el doble engargolado queda completamente bloqueado y herméticamente sellado: la tapa y el cuerpo de la lata quedan unidos con suficiente firmeza para soportar presión interna o vacío.
Cada uno de estos pasos se realiza en el cabezal de una máquina engargoladora. En las máquinas antiguas se utilizaba un solo cabezal, mientras que las engargoladoras rotativas modernas pueden realizar estas operaciones en decenas de latas simultáneamente. Como señalan muchos manuales técnicos, la segunda operación convierte el entrelazado mecánico inicial en una unidad sólida y hermética.
Máquinas de doble engargolado y herramientas
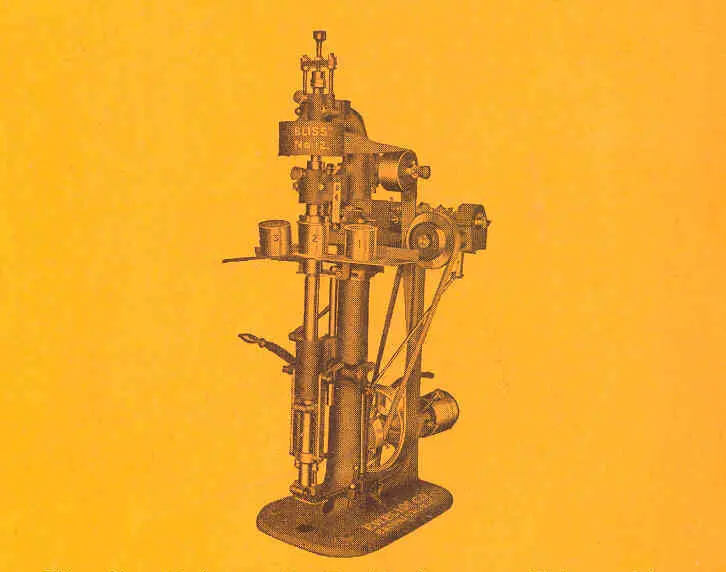
Las líneas de envasado utilizan máquinas engargoladoras especializadas. Un ejemplo histórico es la máquina Bliss No.12 (alrededor de 1912), en la que el operador colocaba la tapa sobre la lata y el equipo realizaba el doble engargolado automáticamente, alcanzando unas 37 latas por minuto.
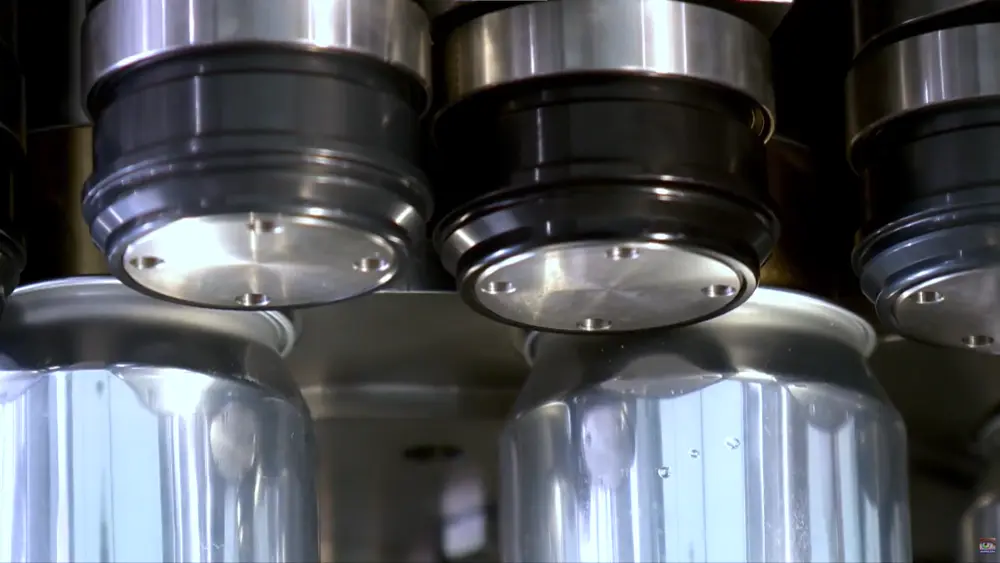
En la actualidad, los equipos van desde pequeñas máquinas de banco con un solo cabezal hasta engargoladoras rotativas de alta velocidad. Estas últimas cuentan con múltiples cabezales de cierre montados en una torreta giratoria, lo que permite sellar miles de latas por minuto.

Cada cabezal de engargolado contiene las herramientas clave del proceso. Un mandril de engargolado (seaming chuck) accionado mecánicamente mantiene la lata en posición, actuando como apoyo durante el cierre. El mandril presiona la tapa mientras los rodillos giran.
El cabezal también incluye dos rodillos de engargolado: uno para la primera operación y otro para la segunda. En la primera operación, el rodillo inicial pliega el borde de la tapa bajo el reborde de la lata. Después se retrae y el segundo rodillo entra en acción para comprimir el cierre. Algunos equipos avanzados incluso utilizan pares adicionales de rodillos o sistemas continuos de “rail seaming”.
En todos los casos, estas máquinas están diseñadas para alta velocidad y precisión, ya que las herramientas de engargolado deben ser rígidas y estar perfectamente alineadas para formar un doble cierre fiable.
Ventajas del doble engargolado
Alta fiabilidad
La unión del doble engargolado es mecánicamente muy resistente. Las latas con un cierre bien formado pueden soportar presiones internas (como en bebidas carbonatadas) y fuerzas externas sin fugas. Al tratarse de una unión metálica por deformación —y no mediante adhesivos o soldaduras— también es muy duradera. Por ello se utiliza ampliamente en alimentos, bebidas e incluso productos químicos.
Alta velocidad de producción
Las máquinas de doble engargolado son totalmente automáticas y extremadamente rápidas. Las engargoladoras rotativas modernas pueden procesar miles de latas por minuto, muy por encima de cualquier método manual. Esta velocidad es esencial para las líneas de envasado de gran volumen y contribuye a reducir los costos de producción.
Compatibilidad con procesos térmicos
Como el doble engargolado es un sellado mecánico en frío, puede soportar altas temperaturas. Las latas selladas mediante este método suelen someterse posteriormente a esterilización en autoclave (retort), normalmente alrededor de 121 °C, para obtener productos estables a temperatura ambiente. La unión metálica y el compuesto sellante mantienen su estabilidad durante este proceso, a diferencia de algunos adhesivos o sellos plásticos.
Gracias a estas características —un cierre metálico hermético, una producción automatizada de alta velocidad y una excelente resistencia al calor— el doble engargolado sigue siendo el estándar de la industria para el cierre de latas metálicas. Su eficacia demostrada para preservar la integridad del producto y garantizar la seguridad alimentaria lo convierte en un método difícil de reemplazar.
Preguntas frecuentes
¿Cuántas capas metálicas tiene un doble engargolado?
Un doble engargolado estándar está compuesto por cinco capas de metal: tres provenientes de la tapa y dos del cuerpo de la lata. Estas capas se entrelazan mecánicamente durante el proceso de engargolado para formar un cierre resistente y hermético.
¿Cuál es el espesor típico de un doble engargolado?
El espesor final del doble engargolado suele estar entre 1,1 y 1,5 mm, dependiendo del tipo de lata, el material y los parámetros de la máquina. Este espesor se controla cuidadosamente para garantizar la resistencia mecánica y la hermeticidad del cierre.
¿Qué velocidad puede alcanzar una máquina de doble engargolado moderna?
Las engargoladoras rotativas modernas pueden sellar entre 1.500 y más de 3.000 latas por minuto en líneas de alta velocidad. Esto es posible gracias al uso de múltiples cabezales de engargolado montados en una torreta giratoria.
¿Qué función cumple el compuesto sellante en el doble engargolado?
El compuesto sellante se aplica en el borde de la tapa antes del cierre. Durante la segunda operación, la presión del rodillo hace que este material se distribuya en los microespacios del cierre, mejorando la hermeticidad y evitando fugas de aire o líquido.
¿Qué defectos pueden aparecer en un doble engargolado?
Entre los defectos más comunes se encuentran el solapamiento insuficiente (overlap bajo), arrugas en el gancho de la tapa, espesor irregular del cierre o presión insuficiente en la segunda operación. Por esta razón, en la industria se realizan inspecciones periódicas y mediciones precisas del perfil del doble engargolado.