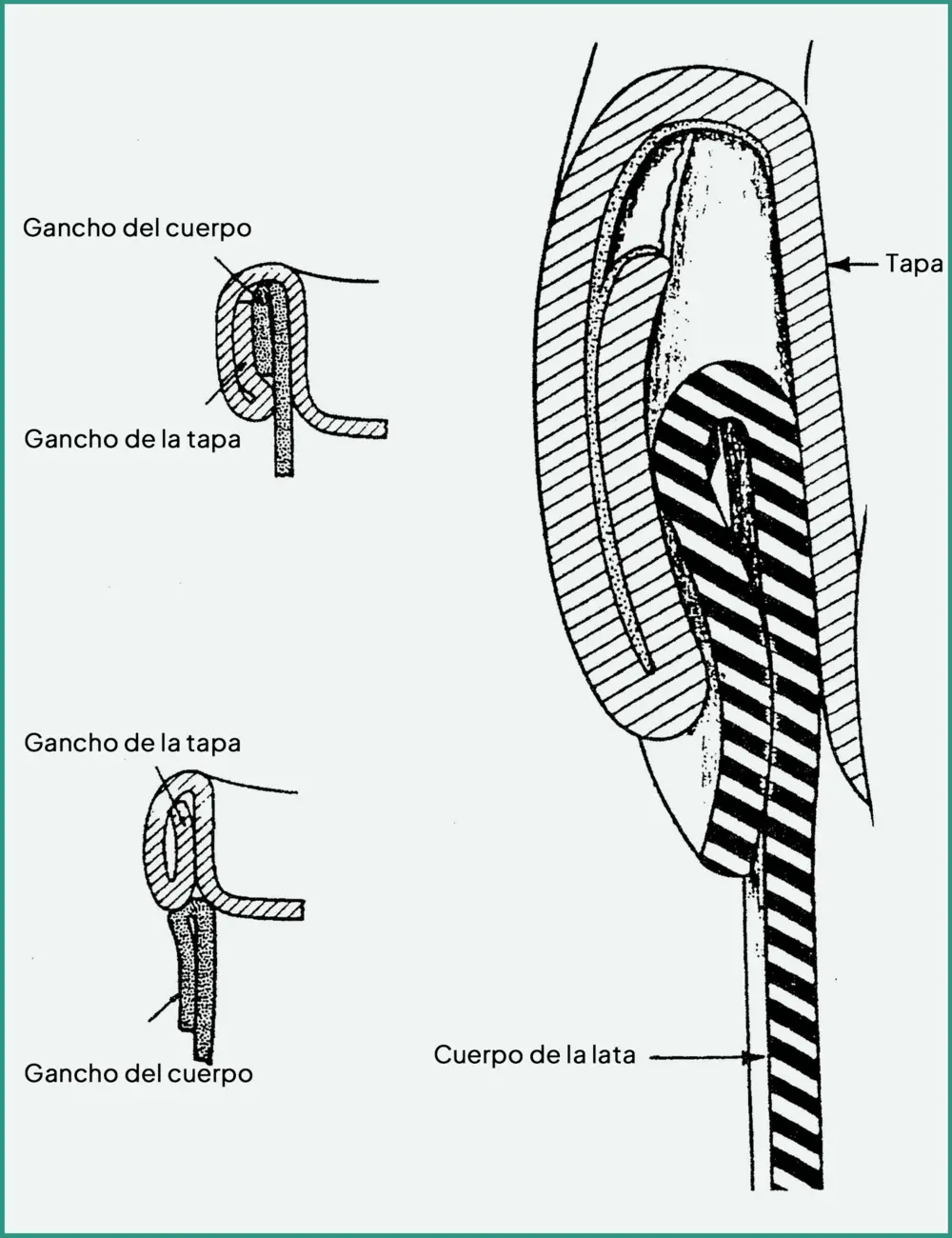
En el envasado de alimentos y bebidas, la integridad del cierre es la última barrera entre el producto y el entorno externo. Un doble cierre correctamente formado garantiza un sellado hermético, mantiene la presión interna y protege contra la contaminación microbiana.
Sin embargo, los defectos en el doble cierre siguen siendo uno de los riesgos de calidad más críticos en la fabricación de latas. Incluso pequeñas irregularidades en la estructura del cierre pueden comprometer el solape, reducir la resistencia mecánica o crear vías de fuga.
Este artículo se centra en identificar los principales tipos de defectos, comprender sus causas raíz y describir principios prácticos de prevención.
Defectos comunes del doble cierre
Para simplificar la evaluación, los defectos del doble cierre pueden analizarse desde tres aspectos:
- Característica (qué aspecto tiene)
- Causa (por qué ocurre)
- Consecuencia (por qué es importante)
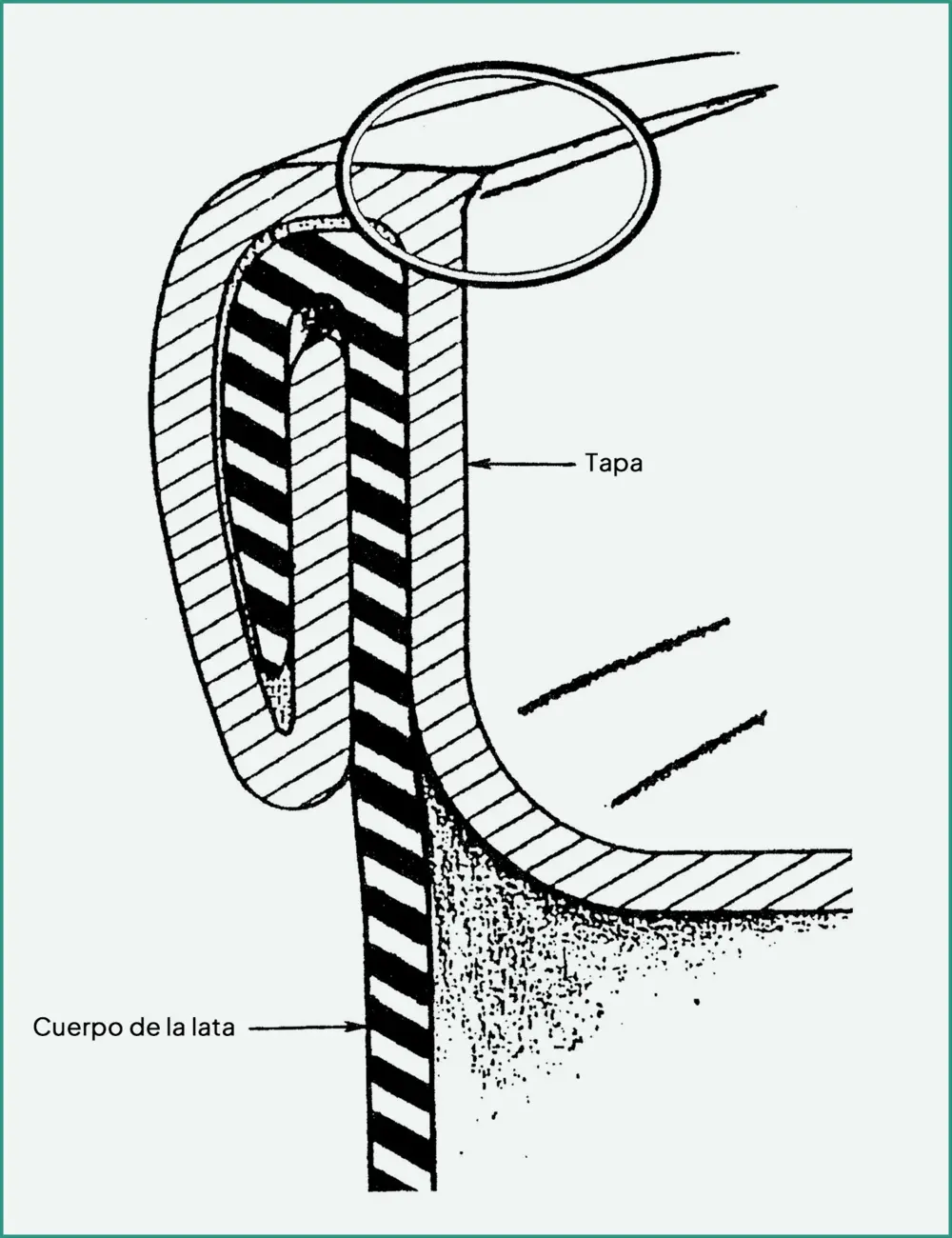
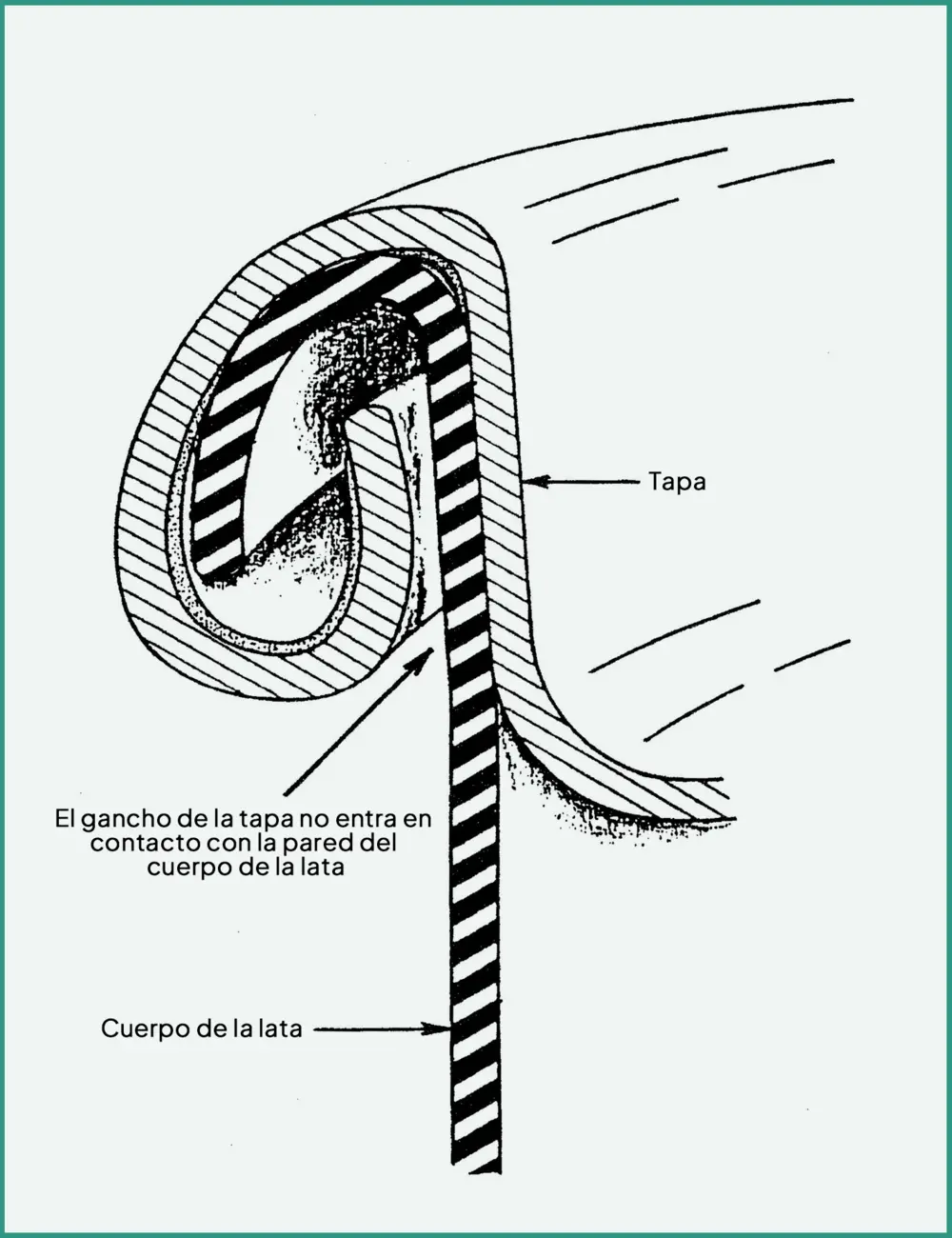
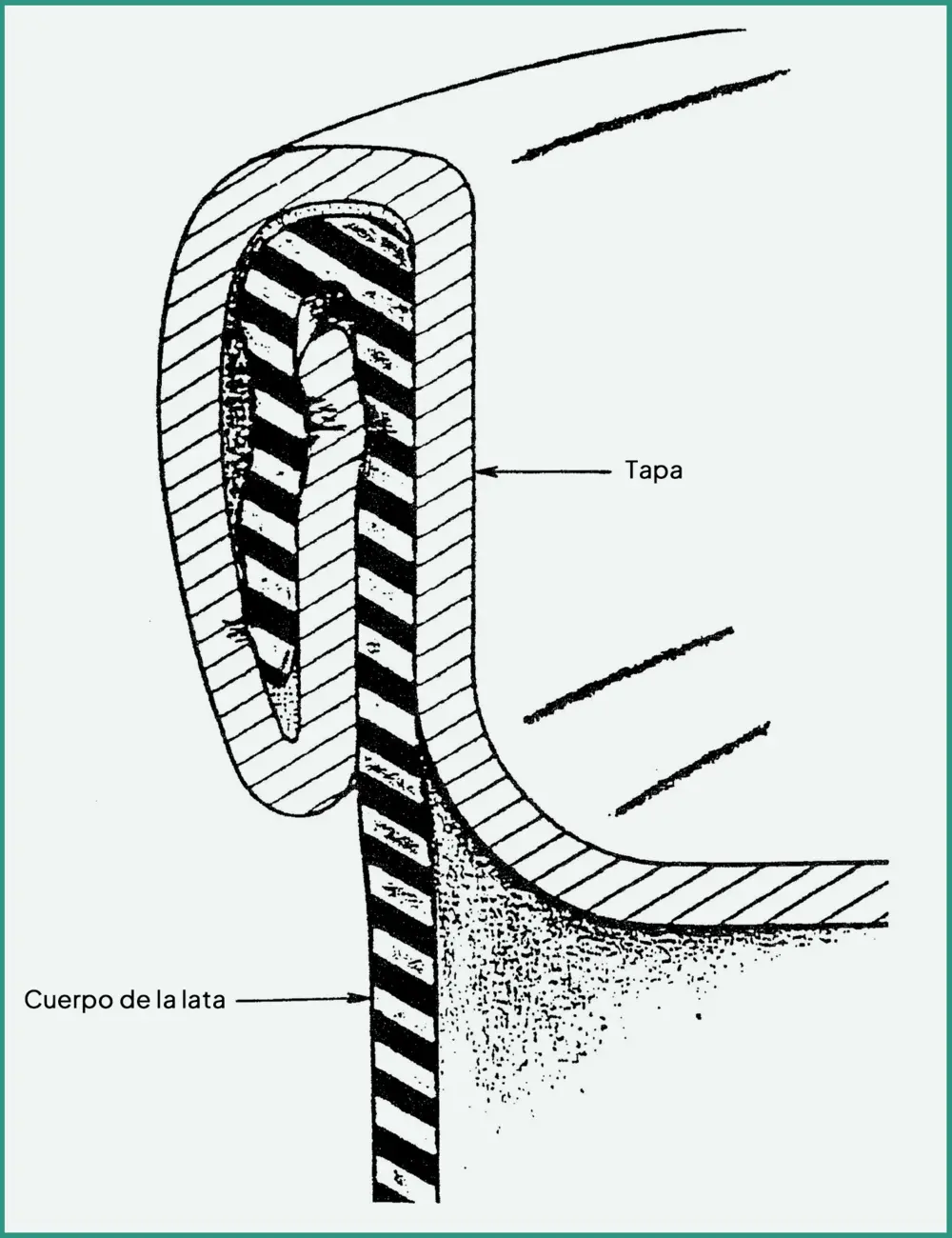
1. Falso cierre (False Seam)
Característica:
El cierre parece normal externamente, pero el gancho de la tapa y el gancho del cuerpo no están entrelazados. Ambos quedan doblados y comprimidos uno contra otro sin un enganche adecuado.
Causa:
- Desalineación entre el cuerpo de la lata y la tapa
- Presión insuficiente en la primera operación
- Rodillos o chuck desgastados
Consecuencia:
Alto riesgo de fuga y contaminación. A menudo no es detectable visualmente sin desmontar el cierre.
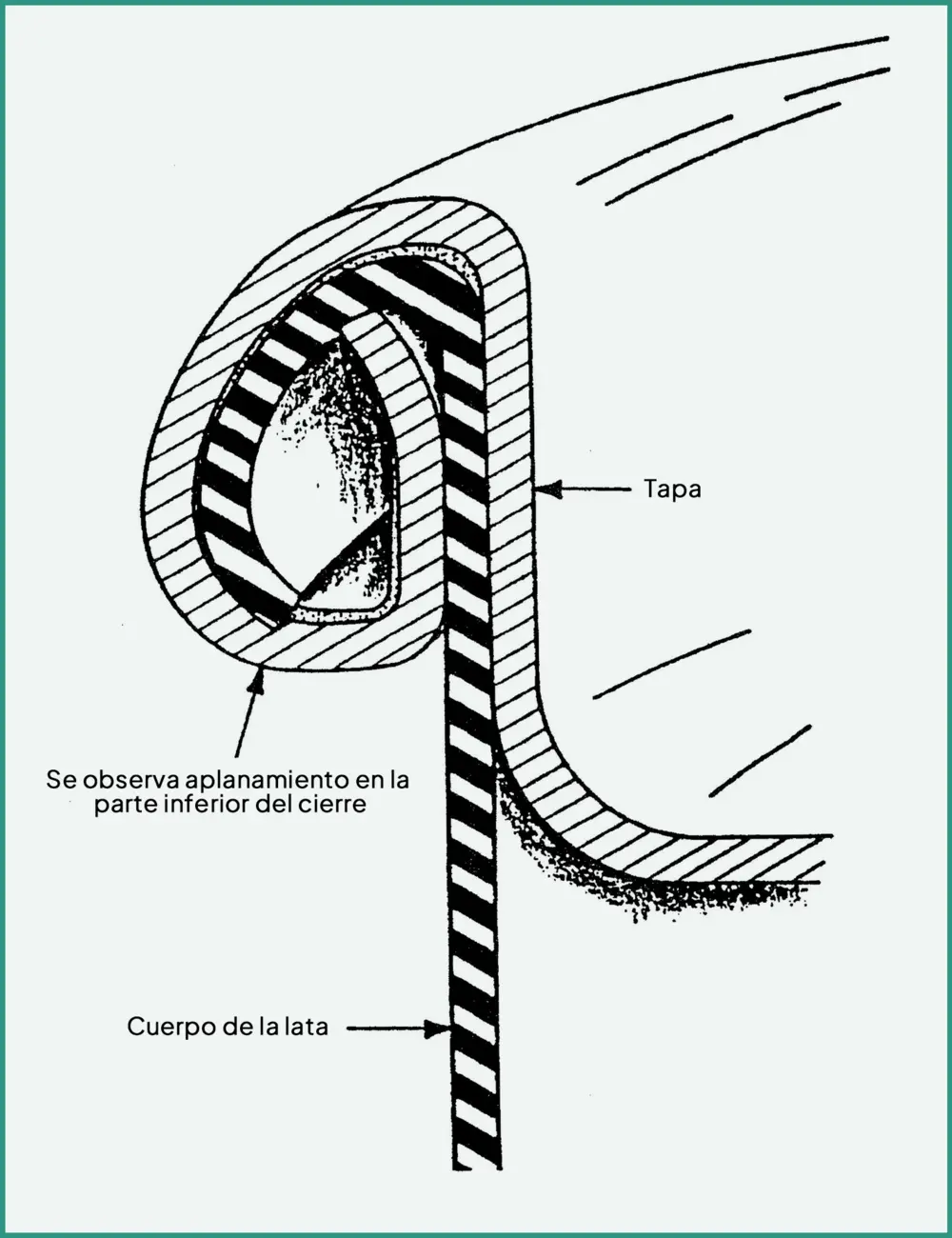
2. Droop
Característica:
Proyección suave del cierre que se extiende por debajo del perfil inferior normal. A menudo presenta un aspecto ondulado.
Causa:
- Exceso de metal alimentado en el cierre
- Ajuste incorrecto de los rodillos
- Desajuste entre el reborde del cuerpo y el curl de la tapa
Consecuencia:
Crea puntos débiles en el cierre que pueden romperse bajo presión o estrés térmico.
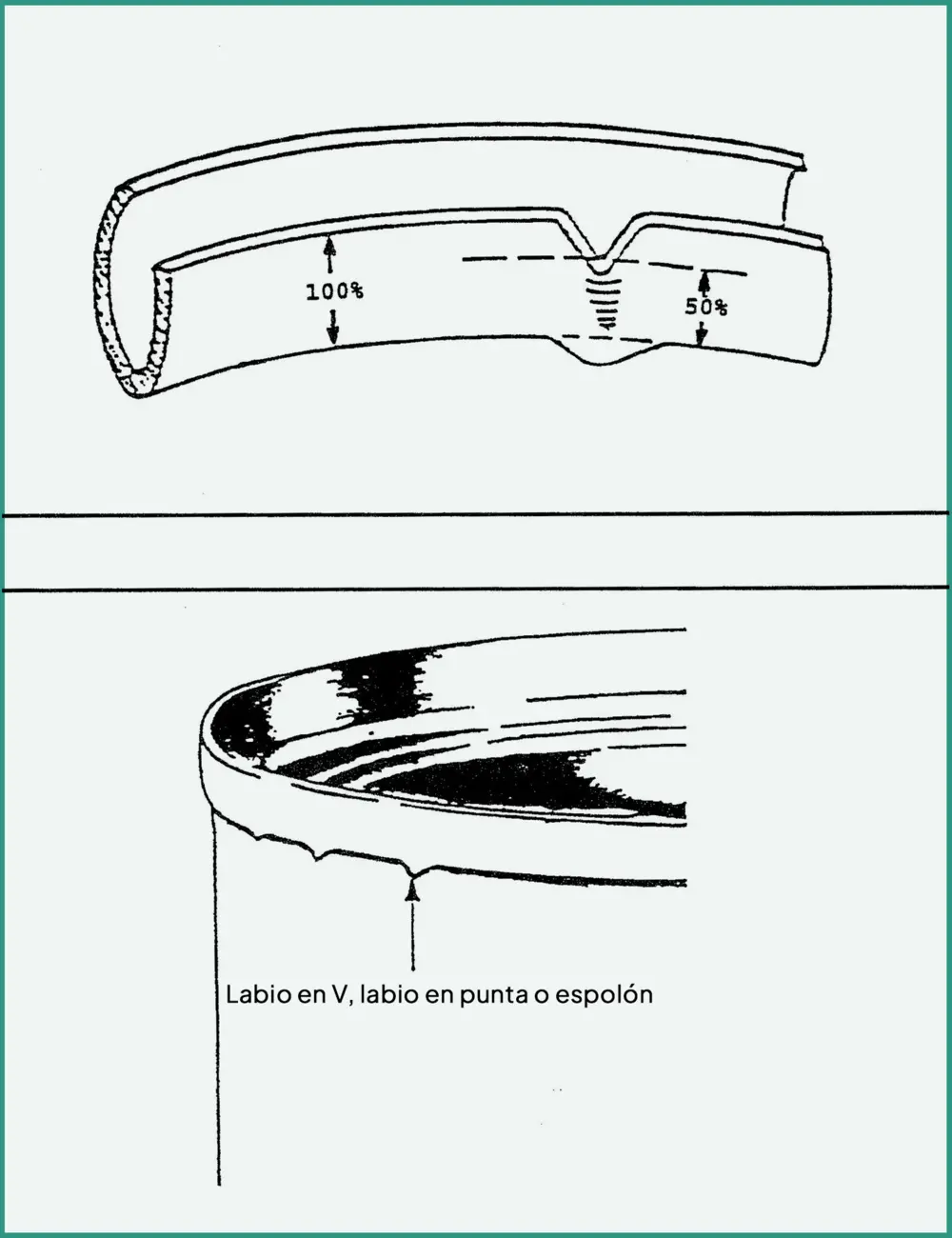
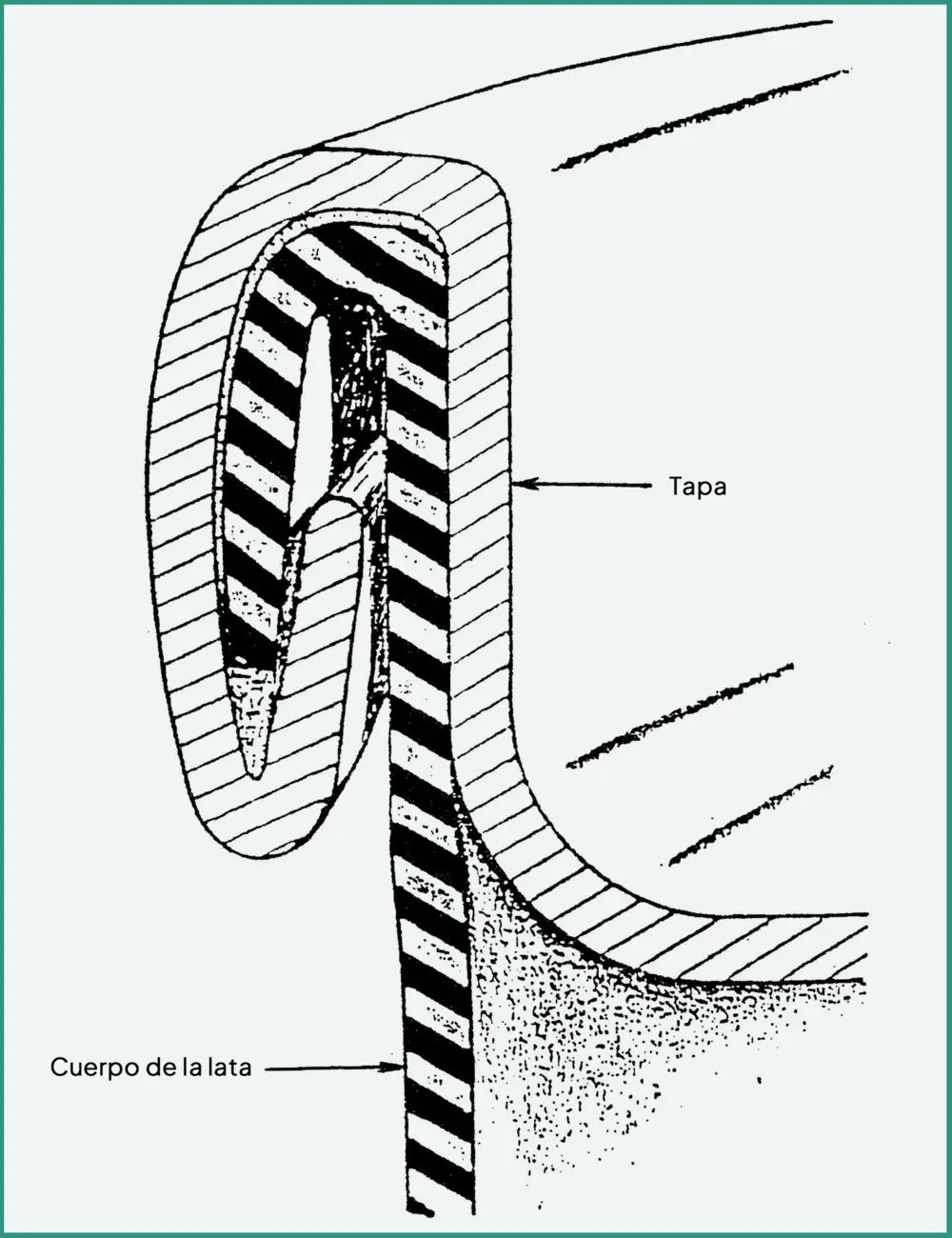
3. Vee
Característica:
Apertura en forma de V o una proyección afilada en el borde del cierre.
Causa:
- Alineación incorrecta de los rodillos
- Presión de engargolado desigual
- Herramientas dañadas
Consecuencia:
Pérdida localizada de solape y mayor probabilidad de fugas.
4. Cutover (fractura del cierre)
Característica:
Fractura del metal en el borde interior superior del cierre, que suele dejar un borde afilado.
Causa:
- Segunda operación excesivamente apretada
- Rodillos demasiado duros o desgastados
- Exceso de compuesto sellante
Consecuencia:
Riesgo inmediato de fuga y posible daño del recubrimiento interno.
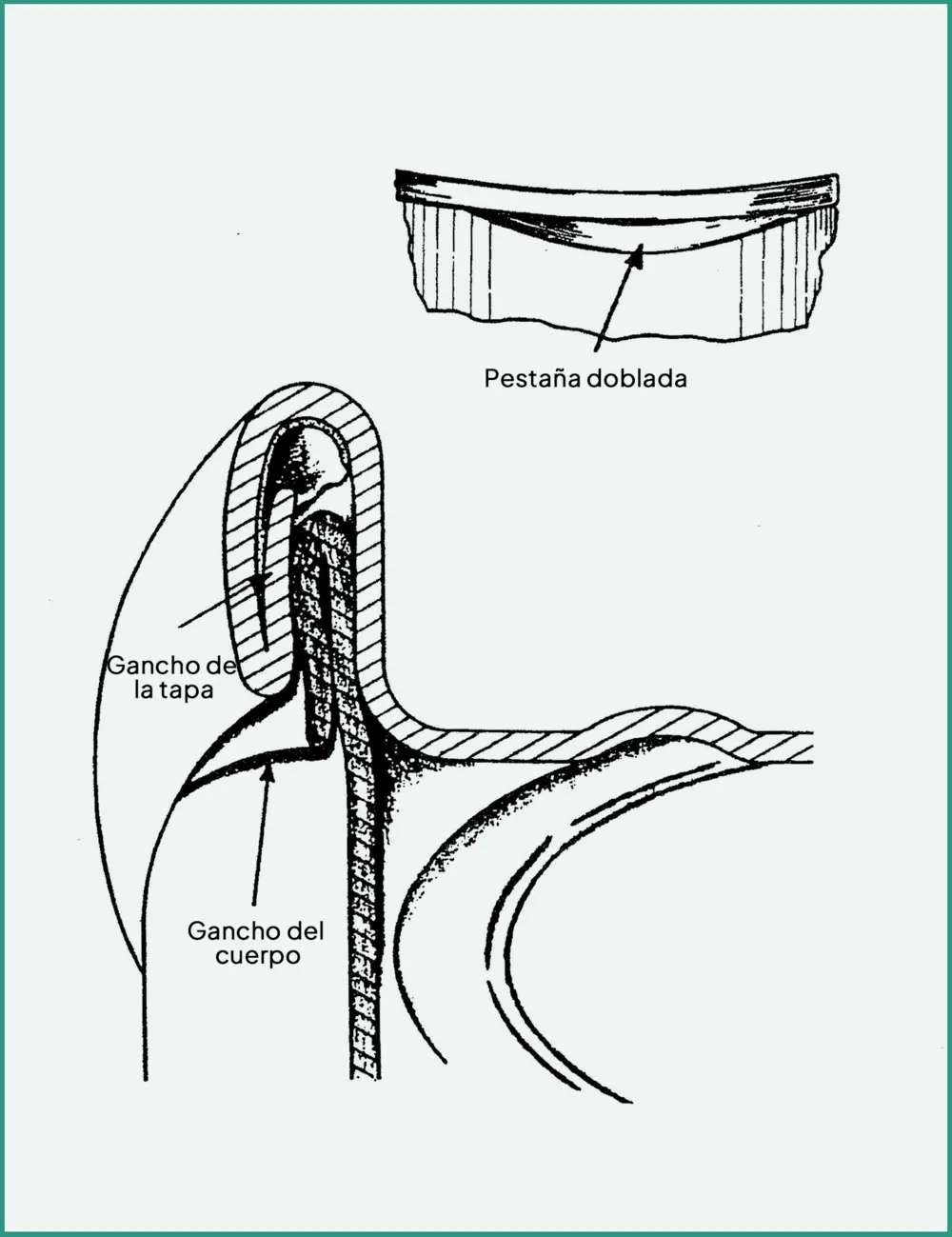
5. Reborde doblado (Knocked Down Flange)
Característica:
El reborde del cuerpo se dobla antes del engargolado, impidiendo la formación adecuada del gancho en una zona localizada.
Causa:
- Daños durante la manipulación antes del cierre
- Alimentación incorrecta o impacto durante la transferencia
Consecuencia:
Entrelazado incompleto y fallo estructural del cierre.
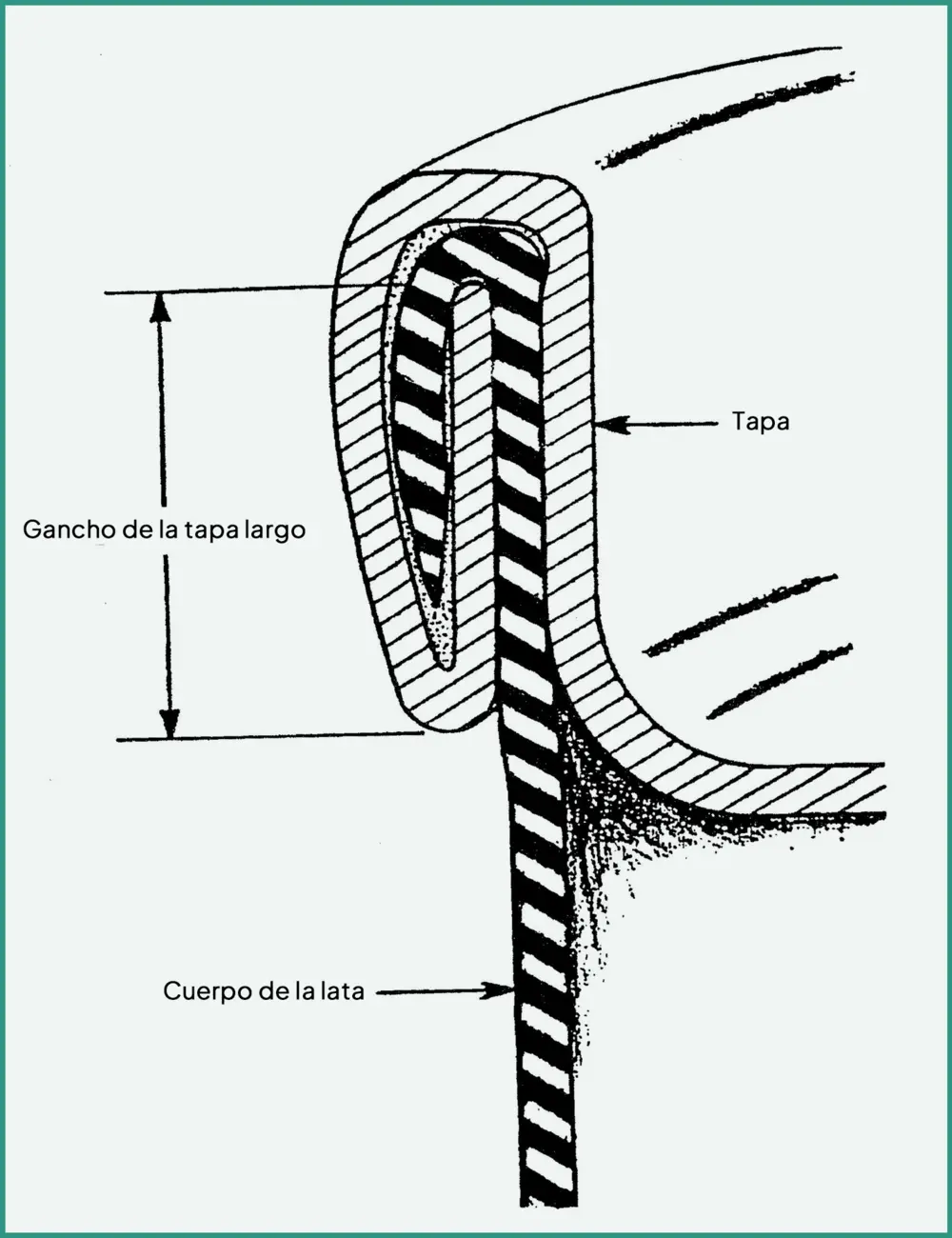
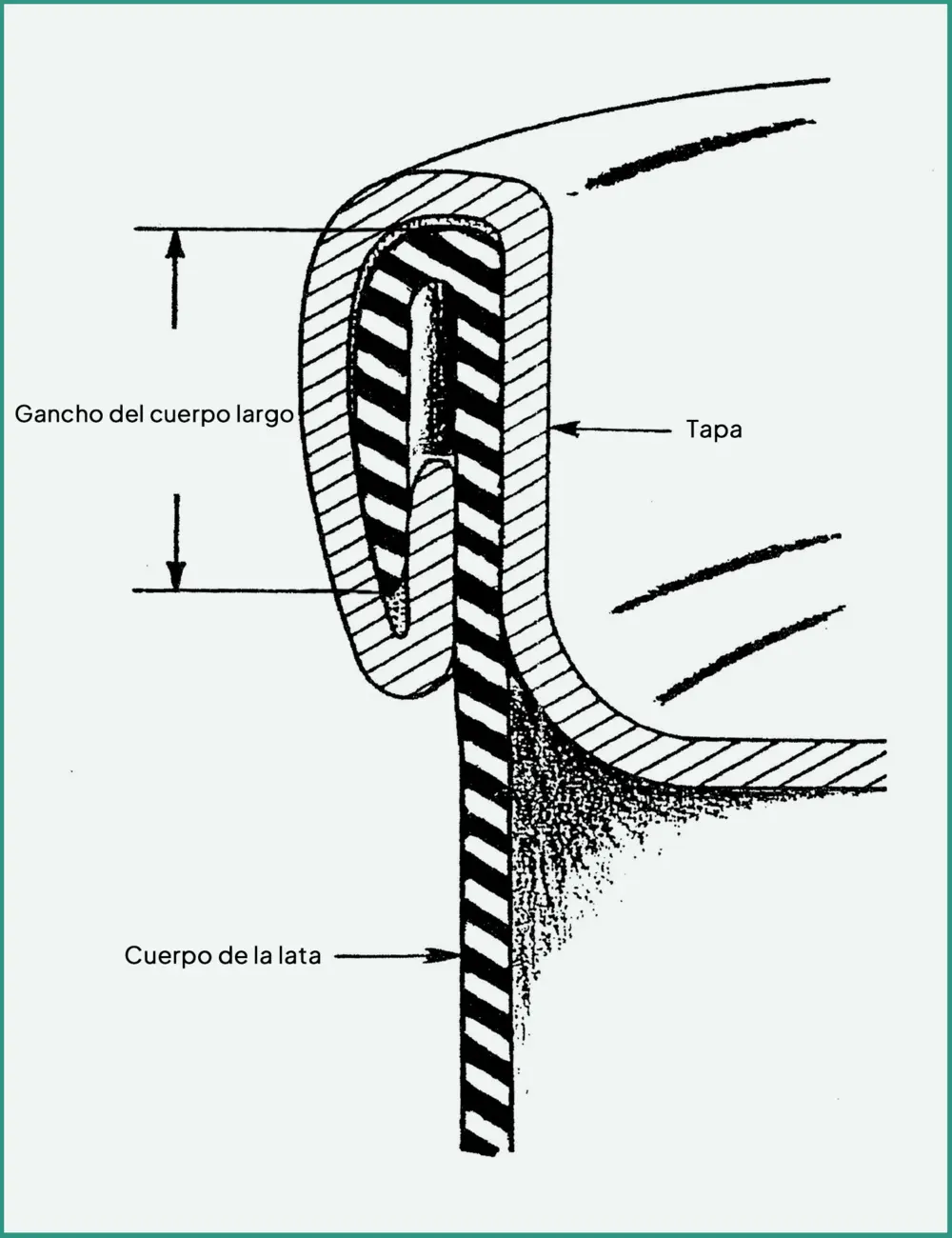
6. Defectos en la longitud de los ganchos (ganchos largos o cortos)
Gancho del cuerpo o de la tapa demasiado largo
Característica:
La longitud del gancho se aproxima o supera la especificación.
Causa:
- Ajuste incorrecto de los rodillos
- Altura incorrecta del chuck
Consecuencia:
Estructura de cierre desequilibrada y posible formación de abultamientos en el cierre.
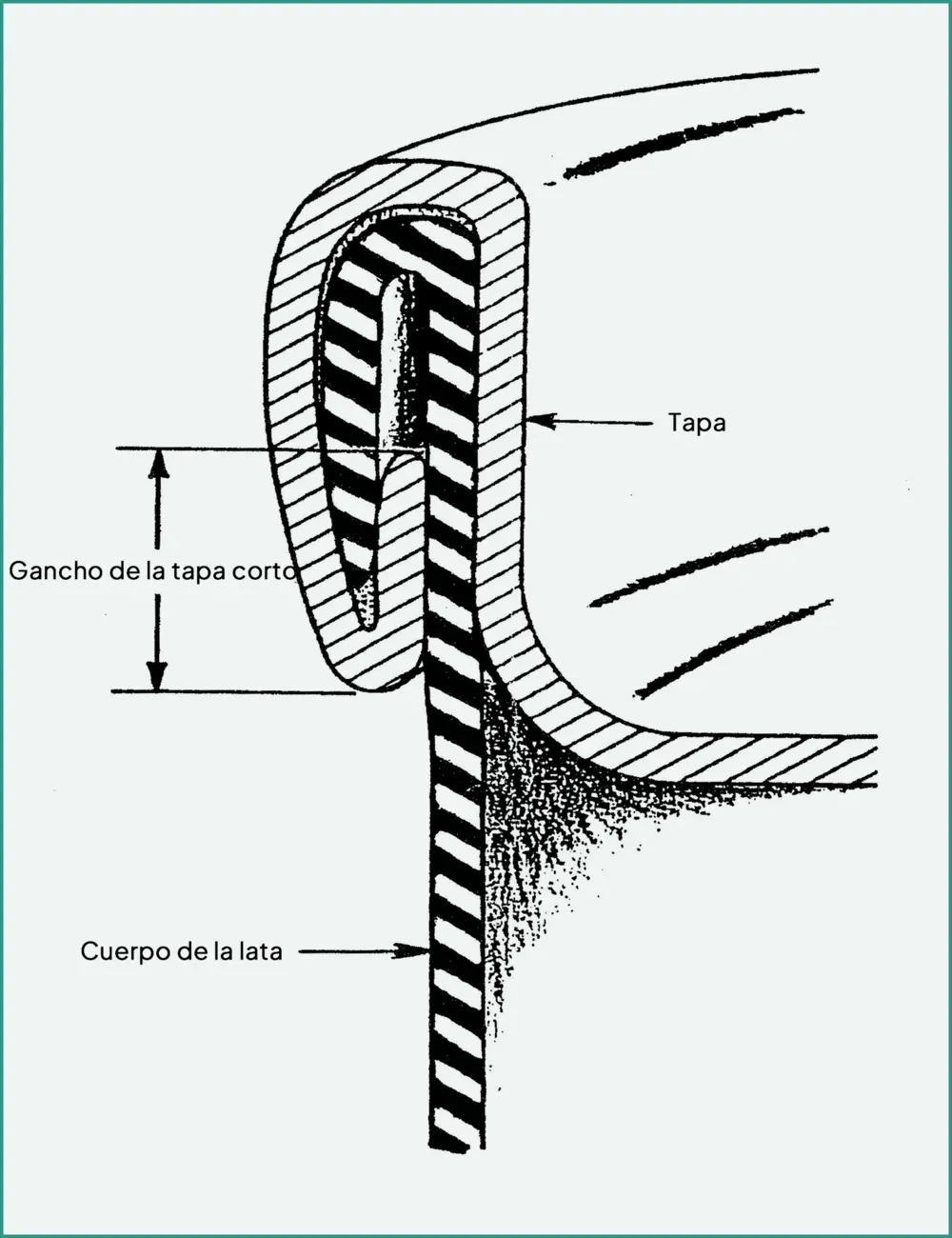
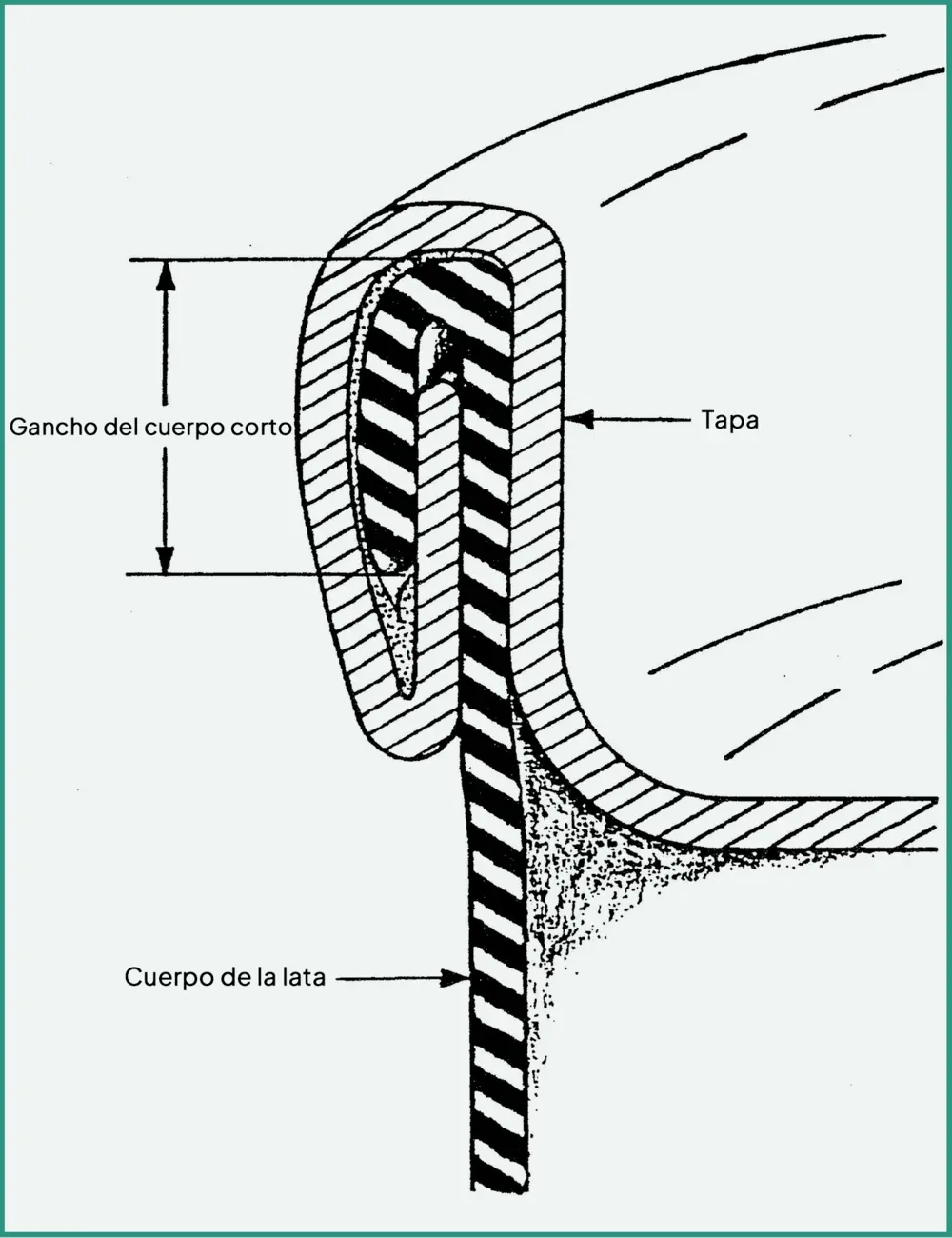
Gancho del cuerpo o de la tapa demasiado corto
Característica:
La longitud del gancho está por debajo de la especificación mínima.
Causa:
- Inserción insuficiente del metal (tuck)
- Primera operación demasiado apretada
- Material demasiado duro
Consecuencia:
Reducción del solape y pérdida de integridad del sellado.
Las desviaciones en la longitud de los ganchos son una de las causas más comunes de fallos en el solape.
7. Primera operación floja
Característica:
Formación insuficiente durante la primera operación; el curl de la tapa no se introduce correctamente.
Causa:
- Baja presión del rodillo
- Desgaste del rodillo de primera operación
Consecuencia:
Solape insuficiente en el cierre final.
8. Primera operación demasiado apretada
Característica:
Base del cierre aplanada en la primera operación; pueden aparecer arrugas invertidas.
Causa:
- Presión excesiva en la primera operación
Consecuencia:
Tensiones en el material que pueden provocar fracturas o cutovers.
9. Abultamiento del cierre (Seam Bump)
Característica:
Aumento localizado del espesor del cierre (≥ 0.004 in).
Causa:
- Gancho del cuerpo demasiado largo
- Problemas en el perfil del rodillo
- Desplazamiento excesivo del metal
Consecuencia:
Concentración de tensiones y posible deformación del cierre bajo carga térmica.
10. Cierre abierto (Sprung Seam)
Característica:
El cierre se separa visiblemente de la pared del cuerpo de la lata.
Causa:
- Presión excesiva del elevador (lifter)
- Segunda operación demasiado apretada
- Estrés por presión interna
Consecuencia:
Pérdida total del sellado hermético.
Cómo reducir los defectos del doble cierre (principios clave)
Prevenir defectos en el doble cierre no requiere procesos complejos, sino disciplina y control del proceso.
1. Mantener las herramientas en buen estado
Inspeccionar regularmente los perfiles de los rodillos y las superficies del chuck. Sustituir los componentes desgastados antes de que se produzcan desviaciones dimensionales.
2. Controlar las dimensiones de los ganchos y el solape
Verificar el gancho del cuerpo, el gancho de la tapa, el espesor del cierre y el solape conforme a las especificaciones del fabricante del equipo durante la puesta en marcha y las inspecciones rutinarias.
3. Equilibrar la presión del elevador
- Demasiado baja provoca deslizamiento (deadhead).
- Demasiado alta puede causar deformaciones o cierres abiertos.
4. Garantizar la consistencia del material
Confirmar que tapas y cuerpos cumplen las especificaciones de aleación y espesor. Recalibrar la máquina si cambia el material.
5. Mantener limpia la zona de engargolado
Eliminar salpicaduras de producto o residuos en el área del reborde antes del cierre.
6. Estandarizar los procedimientos de cambio
Documentar y verificar todos los ajustes críticos durante los cambios de formato o SKU.
La consistencia operativa es la base de la integridad del cierre.
Conclusión
Los defectos del doble cierre representan fallos estructurales en la parte más crítica del envase metálico: el sellado hermético. Aunque los defectos pueden variar en su apariencia, normalmente se originan por desgaste mecánico, inconsistencias en el material o ajustes incorrectos del equipo.
Dado que las latas de bebidas operan bajo presión interna y pasan por largos ciclos de distribución, incluso pequeñas desviaciones en el cierre pueden convertirse en fugas, deterioro del producto o retiradas del mercado.
Al centrarse en la precisión de las herramientas, el control dimensional y una gestión rigurosa del proceso, los fabricantes pueden reducir significativamente la aparición de defectos en el doble cierre y garantizar la seguridad del producto y la protección de la marca a largo plazo.
Preguntas frecuentes
¿Qué es un defecto de doble cierre en una lata?
Un defecto de doble cierre es cualquier irregularidad en la unión entre el cuerpo de la lata y la tapa. Estos defectos pueden afectar el solape, el espesor o la estructura del cierre, lo que puede provocar fugas, pérdida de presión interna o contaminación del producto.
¿Por qué es tan importante el doble cierre en las latas?
El doble cierre es el sistema de sellado que garantiza la hermeticidad del envase. Si el cierre no se forma correctamente, el contenido puede entrar en contacto con el aire o con microorganismos, lo que puede causar deterioro del producto o riesgos de seguridad alimentaria.
¿Cómo se detectan los defectos en el doble cierre?
Los defectos del doble cierre se detectan mediante inspecciones visuales, mediciones dimensionales y análisis de despiece del cierre (seam teardown). Estas pruebas permiten medir parámetros como el gancho del cuerpo, el gancho de la tapa, el espesor del cierre y el porcentaje de solape.
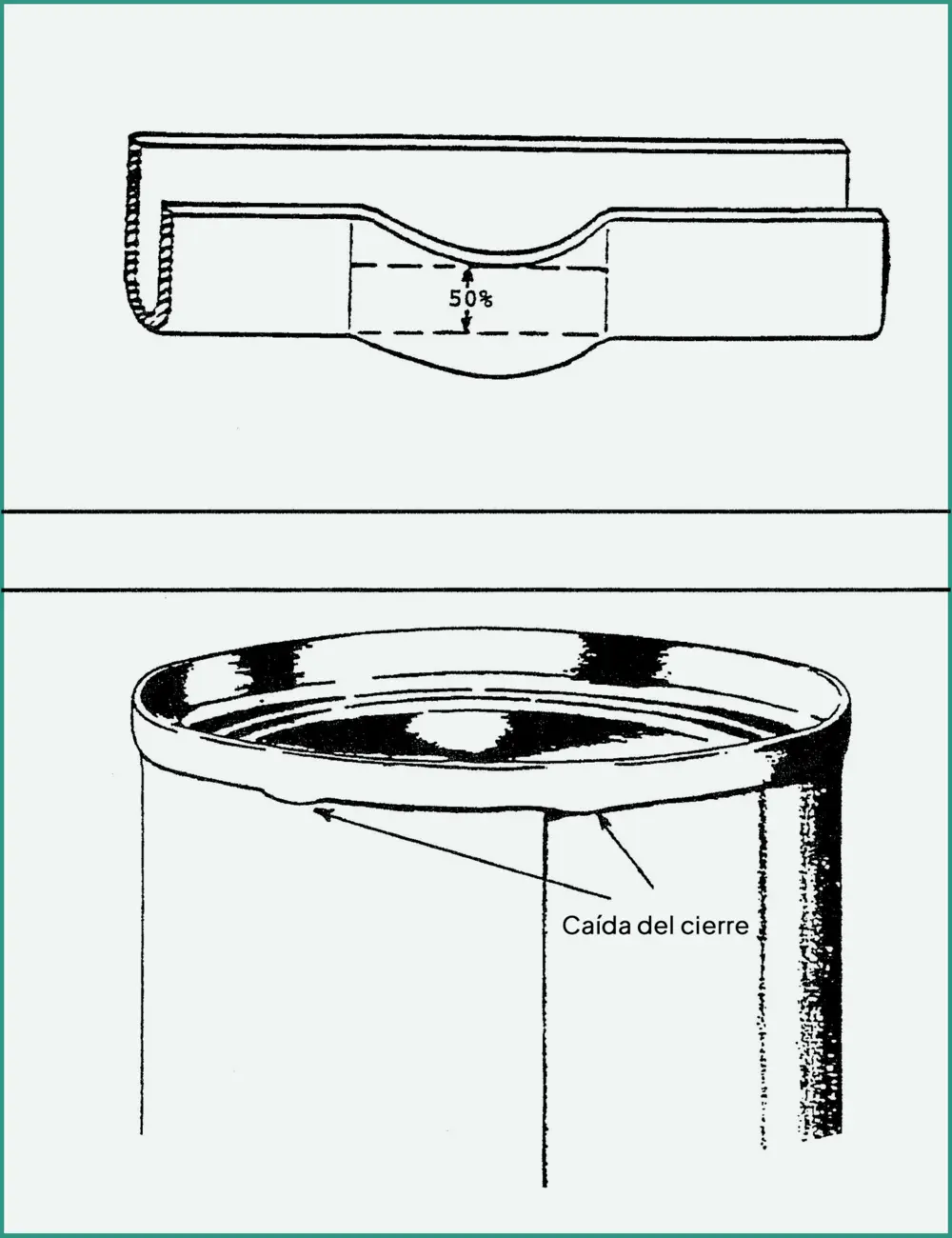
¿Cuál es el porcentaje de solape recomendado en un doble cierre?
En la mayoría de las latas de bebidas, el porcentaje de solape suele estar entre el 45% y el 75%, dependiendo del diseño de la lata y de las especificaciones del fabricante. Un solape insuficiente aumenta el riesgo de fugas y fallos estructurales en el cierre.
¿Cuál es la causa más común de defectos en el doble cierre?
Las causas más comunes incluyen desgaste de los rodillos o del chuck, ajustes incorrectos de la máquina de engargolado, variaciones en el material de la tapa o del cuerpo de la lata, y daños en el reborde antes del cierre. Un mantenimiento adecuado y controles dimensionales regulares ayudan a prevenir estos problemas.