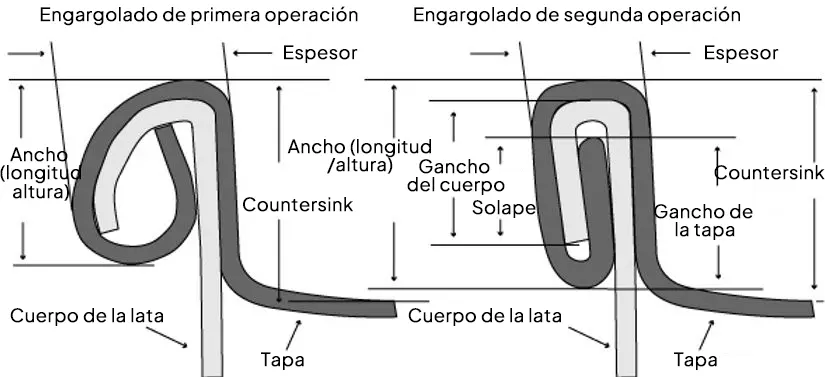
El doble cierre une el cuerpo de la lata con la tapa mediante dos operaciones, formando cinco capas de metal (tres de la tapa y dos del cuerpo) que crean un sello hermético. Cualquier imperfección puede permitir la fuga de líquido o aire, comprometiendo la seguridad del producto. Por ello, los equipos de control de calidad inspeccionan cada cierre, ya que un defecto puede estropear el contenido o permitir la contaminación, lo que incluso podría provocar retiradas costosas del mercado.
¿Por qué inspeccionar el doble cierre?
La correcta formación del doble cierre es fundamental para la integridad de la lata. Un cierre bien formado mantiene el contenido fresco; si falla, la lata puede tener fugas y permitir la entrada de microorganismos u oxígeno, reduciendo la vida útil del producto.
Por esta razón, los fabricantes dependen de inspecciones sistemáticas del cierre, ya que incluso un defecto muy pequeño en el doble cierre puede arruinar un lote completo.
Métodos de inspección del cierre
Las inspecciones suelen realizarse mediante un enfoque en varios niveles:
Inspección visual y externa:
Los operadores revisan periódicamente el exterior de latas seleccionadas al azar para detectar defectos visibles (bordes afilados, rebabas, “vee”, hundimientos, etc.). Los estudios muestran que una simple inspección visual puede detectar entre el 80% y el 90% de los problemas de cierre.
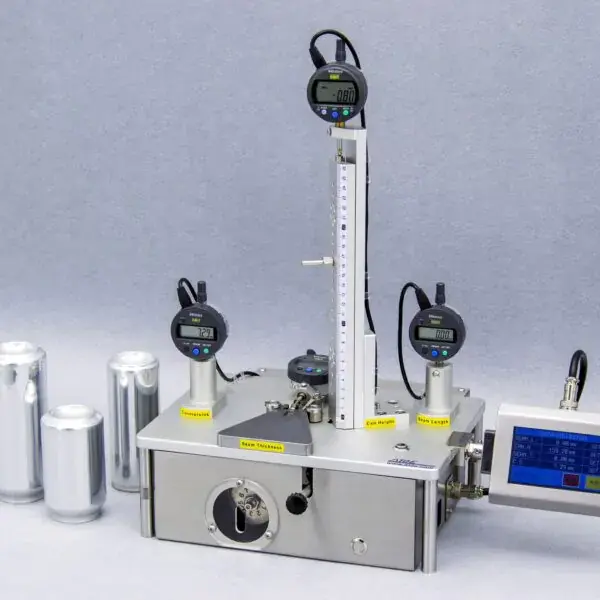
Normalmente se revisa una lata de cada cabezal de cierre aproximadamente cada 30 minutos. También se miden dimensiones externas del cierre; por ejemplo, un micrómetro de costura permite medir el grosor del cierre y la profundidad del countersink entre ajustes de los rodillos.

Pruebas destructivas (desmontaje):
Periódicamente (por ejemplo, una vez por turno), se corta una lata para realizar un análisis completo. Después de retirar el gancho de la tapa, los técnicos miden la longitud del gancho de la tapa, la longitud del gancho del cuerpo y el solape real entre ambos. También se inspecciona el gancho de la tapa para detectar arrugas.
La “compacidad” o tightness del cierre se evalúa según el porcentaje del gancho de la tapa que no presenta arrugas. Una arruga inversa —un pliegue hacia el interior generado durante la primera operación— generalmente es solo un defecto estético y rara vez provoca fugas.
Mediciones clave
Para asegurar un sellado correcto se controlan varias dimensiones del cierre:
- Longitud del gancho de la tapa (cover hook): el borde enrollado de la tapa después del cierre.
- Longitud del gancho del cuerpo (body hook): el reborde del cuerpo de la lata doblado hacia adentro.
- Grosor y altura del cierre: el ancho total y la altura de la sección transversal del cierre.
- Solape (overlap): la longitud externa donde se entrelazan los dos ganchos; un solape demasiado pequeño puede provocar fugas.
- Countersink: la profundidad a la que el cierre se sitúa respecto a la parte superior de la lata.
Al medir estos parámetros y compararlos con las especificaciones del proveedor de latas o tapas, los inspectores pueden asegurarse de que cada cierre se mantenga dentro de las tolerancias establecidas.
Equipos de inspección
Entre las herramientas más comunes se encuentran:
Kit manual de prueba de cierre:
Incluye un abridor de latas tipo disco, una pinza cortadora para tapas y un micrómetro de costura. El abridor retira la tapa limpiamente, la pinza corta el cierre para exponer los ganchos y el micrómetro mide el grosor del cierre y el countersink con una precisión de 0.001″ (0.01 mm).
Proyector o sistema de video para cierres:
Por ejemplo, el proyector de medición automática SeamCheck de AT2E coloca la sección del cierre bajo una cámara y realiza las mediciones en aproximadamente un segundo. Ofrece una resolución de 0.001 mm (precisión de 0.005 mm) y puede enviar los datos a software de control estadístico del proceso (SPC). En combinación con una sierra para cortes de cierre, permite obtener imágenes claras de la sección transversal para un análisis rápido.

Analizadores automáticos de cierre:
Estos equipos informatizados, introducidos por primera vez en la década de 1990, automatizan el corte y el análisis del cierre. Las unidades modernas, como SEAMetal 6, pueden registrar todas las dimensiones del cierre, generar gráficos SPC y detectar tendencias de desgaste. Hoy en día estos sistemas son lo suficientemente compactos y económicos incluso para pequeñas cervecerías artesanales.
Escáneres no destructivos:
Los sistemas en línea permiten escanear todo el cierre sin cortar la lata. Por ejemplo, el Auto XTS de CMC-KUHNKE es una herramienta totalmente automatizada para medir el doble cierre sin destruir el envase. Los escáneres ópticos o de rayos X reducen significativamente el desperdicio y aceleran el control de calidad.
Buenas prácticas
Los fabricantes suelen seguir un protocolo estructurado de control de calidad que incluye:
- Inspecciones visuales frecuentes: revisar una muestra de cada cabezal de cierre aproximadamente cada 30 minutos.
- Medición dimensional: utilizar micrómetros o medidores de countersink durante la producción para detectar desviaciones en el grosor o la altura del cierre.
- Inspecciones destructivas programadas: seccionar y medir un cierre por turno (normalmente cada 3–4 horas) para verificar las dimensiones internas.
- Registro de datos: documentar todas las mediciones y compararlas con las especificaciones del proveedor de latas y tapas.
- Monitoreo estadístico: registrar parámetros clave del cierre (grosor, solape, etc.) en gráficos de control para detectar tendencias o desgaste.
- Acción correctiva inmediata: si alguna dimensión crítica queda fuera de especificación, detener la línea y ajustar la cerradora hasta que todos los parámetros vuelvan al rango objetivo.
Seguir este protocolo garantiza que cada lata sellada sea realmente hermética. En resumen, combinar inspecciones visuales regulares con mediciones precisas y un seguimiento sistemático de datos permite detectar defectos a tiempo y mantener cierres libres de fugas. Este enfoque disciplinado protege la calidad del producto, reduce pérdidas costosas o retiradas del mercado y preserva la reputación de la marca en operaciones de enlatado de alta velocidad.
Preguntas frecuentes
¿Qué es la inspección del doble cierre en las latas de bebidas?
La inspección del doble cierre es el proceso de verificación de la unión entre el cuerpo de la lata y la tapa. Consiste en revisar visualmente el cierre y medir parámetros clave como el espesor del cierre, la longitud de los ganchos y el solape para asegurar que el sellado sea hermético.
¿Cada cuánto tiempo se debe inspeccionar el doble cierre?
En muchas líneas de enlatado se realiza una inspección visual aproximadamente cada 30 minutos por cada cabezal de cierre. Además, normalmente se realiza una inspección destructiva completa al menos una vez por turno (cada 3–4 horas) para verificar las dimensiones internas del cierre.
¿Cuál es el solape mínimo recomendado en un doble cierre?
El solape del doble cierre suele situarse aproximadamente entre el 45% y el 65% del espesor total del cierre, dependiendo del diseño de la lata y de la tapa. Un solape insuficiente puede provocar fugas o comprometer la hermeticidad del envase.
¿Qué instrumentos se utilizan para medir el doble cierre?
Los instrumentos más comunes incluyen micrómetros de costura para medir el espesor del cierre, medidores de countersink, sierras de corte para preparar secciones transversales y proyectores o sistemas de análisis de cierre que permiten medir con precisión parámetros internos del doble cierre.
¿Qué problemas pueden indicar un doble cierre defectuoso?
Algunos defectos comunes del doble cierre incluyen bordes afilados, arrugas en el gancho de la tapa, solape insuficiente o un espesor de cierre fuera de tolerancia. Estos problemas pueden provocar fugas, contaminación del producto o una reducción de la vida útil de la bebida.