Proceso de fabricación del cuerpo de la lata de dos piezas
El cuerpo de la lata de aluminio se produce mediante una línea de fabricación de alta velocidad y completamente automatizada, basada en el proceso estándar de dos piezas. A continuación, explicamos paso a paso cómo se elaboran las latas de aluminio, desde la bobina de aluminio hasta el cuerpo terminado listo para el llenado.
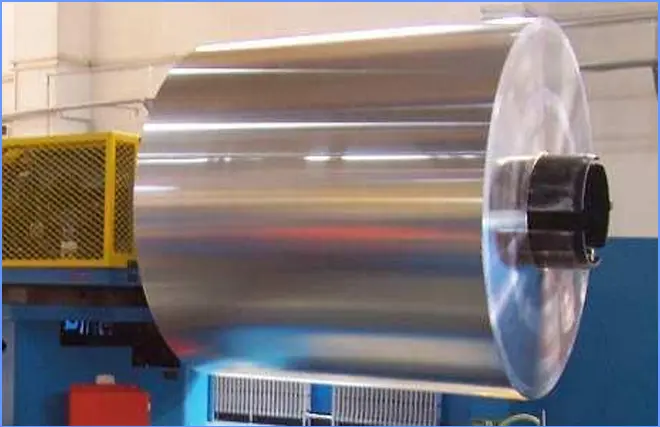
Paso 1: Carga de la bobina
La producción comienza con bobinas de aleación de aluminio del grado y espesor adecuados. Estas bobinas se colocan en un desbobinador que desenrolla automáticamente la lámina de aluminio y la alimenta a la línea bajo tensión controlada, garantizando estabilidad y precisión en el proceso.
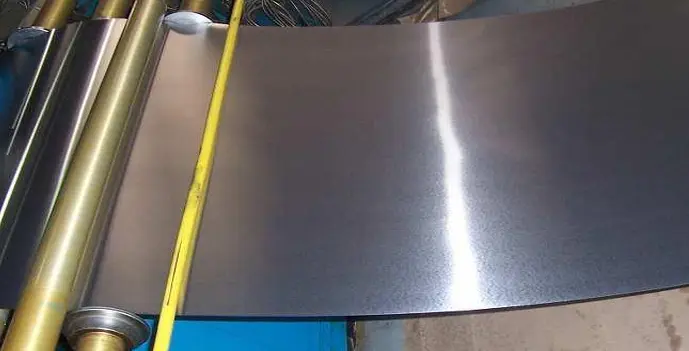
Paso 2: Lubricación
Se aplica una fina capa de lubricante sobre la superficie de la lámina. Esta lubricación reduce la fricción durante el conformado, protege las herramientas y evita desgarros o defectos superficiales durante las etapas de embutición y estirado con planchado.
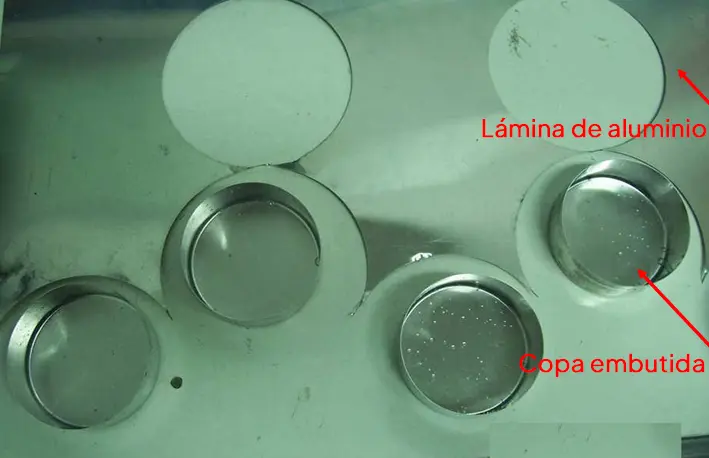
Paso 3: Troquelado y embutición (formación del vaso)
La lámina lubricada entra en una prensa de alta velocidad donde se troquelan discos circulares (blanks). Cada disco se embute inmediatamente para formar un vaso poco profundo. En esta etapa, el material comienza a transformarse de una lámina plana a una forma tridimensional.
Paso 4: Re-embutición, planchado y conformado del fondo
Los vasos se transfieren a una prensa de re-embutición y planchado. En esta fase crítica:
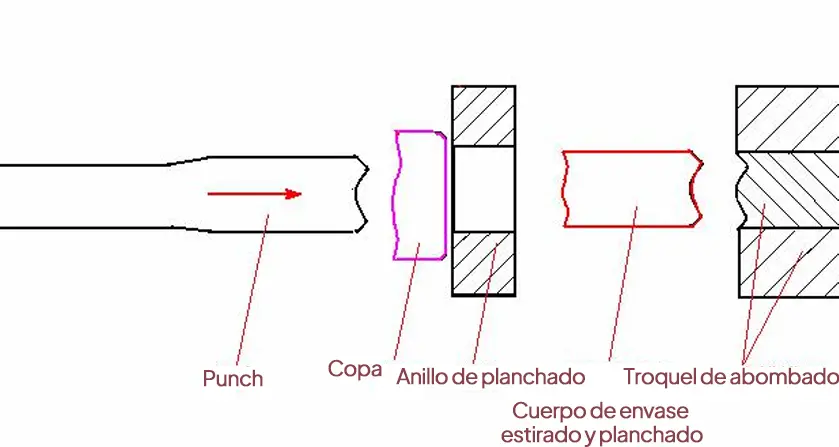
- El vaso se re-embute y pasa a través de una serie de anillos de planchado que reducen significativamente el espesor de las paredes laterales mientras aumentan la altura de la lata.
- Simultáneamente, el fondo se moldea con una forma abombada (cóncava), lo que mejora la resistencia a la presión interna y a las cargas mecánicas.

Este paso define prácticamente las dimensiones finales del cuerpo de la lata y su excelente relación resistencia-peso.
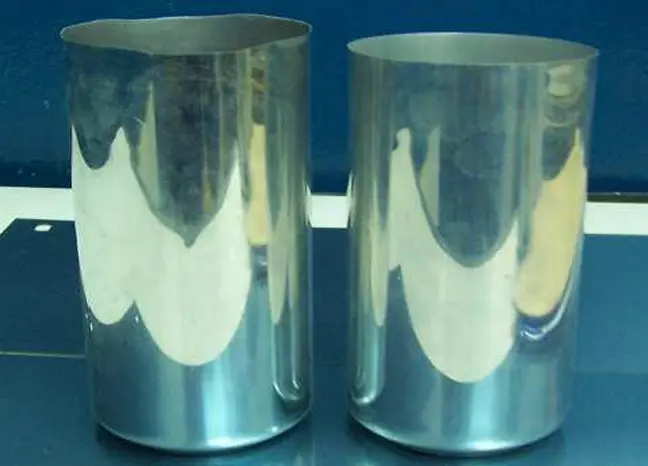
Paso 5: Recorte
Después del planchado, el borde superior de la lata presenta irregularidades debido al flujo del material. Una recortadora elimina el exceso de metal (“orejas”), garantizando una altura uniforme y un borde liso y plano, fundamental para las etapas posteriores de estrangulado y cierre.
Paso 6: Lavado y secado
Los cuerpos recortados pasan por un proceso de limpieza en varias etapas:
- Desengrasado y limpieza para eliminar lubricantes residuales, partículas de aluminio y otros contaminantes.

- Tratamiento químico para formar una fina capa de conversión orgánica sobre la superficie del aluminio, que mejora la resistencia a la corrosión y favorece la adhesión de los recubrimientos.


- Secado en horno para eliminar la humedad y preparar la lata para la decoración y el recubrimiento.

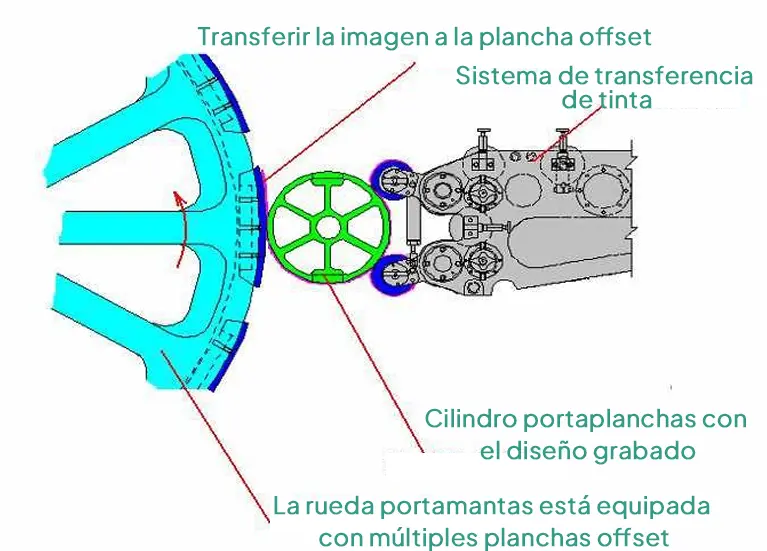
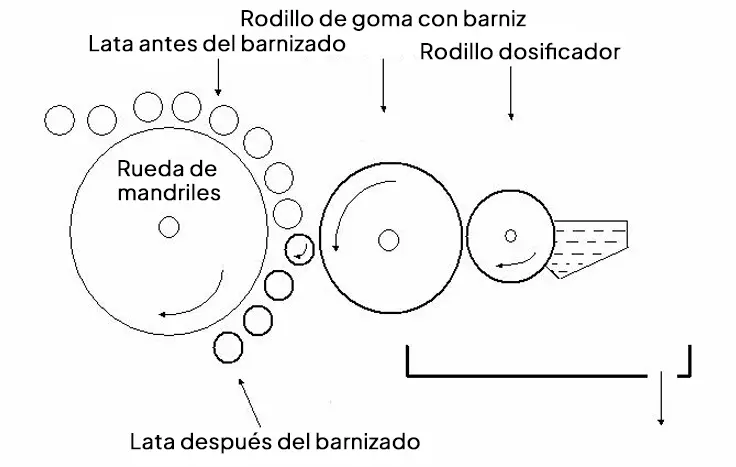
Paso 7: Impresión exterior y barnizado
La decoración externa se realiza en varias fases:
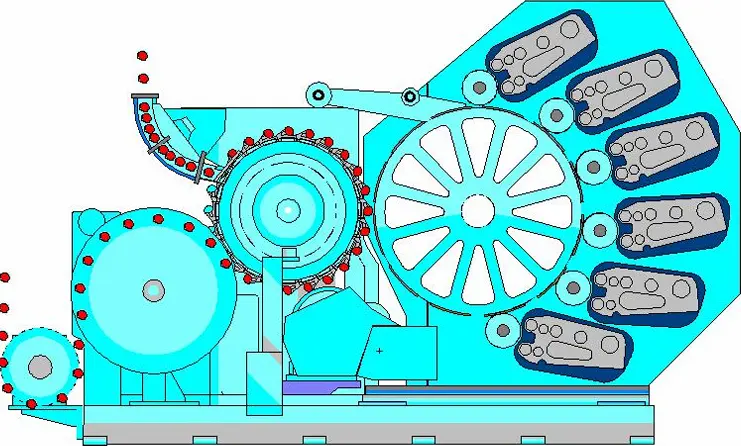
- Aplicación y curado de una capa base blanca.

- Impresión en color mediante el sistema offset, donde los gráficos y logotipos se transfieren a través de mantillas de impresión.

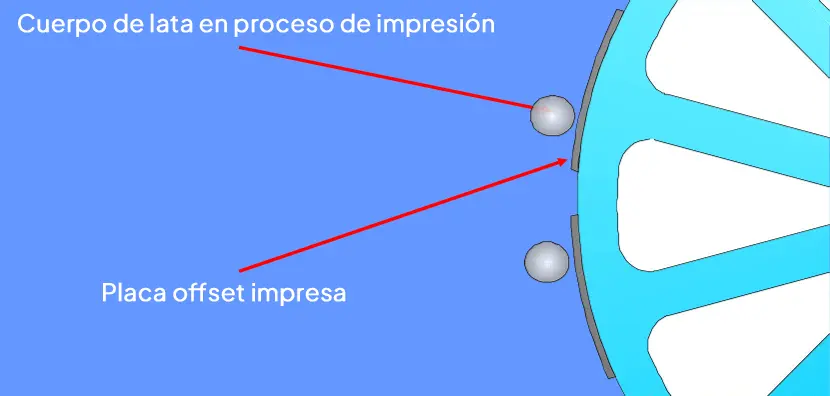
- Aplicación de un barniz protector transparente sobre el diseño impreso.

- Recubrimiento del borde inferior para proteger el canto vivo de la lata.

- Curado final para asegurar el endurecimiento completo de tintas y barnices.

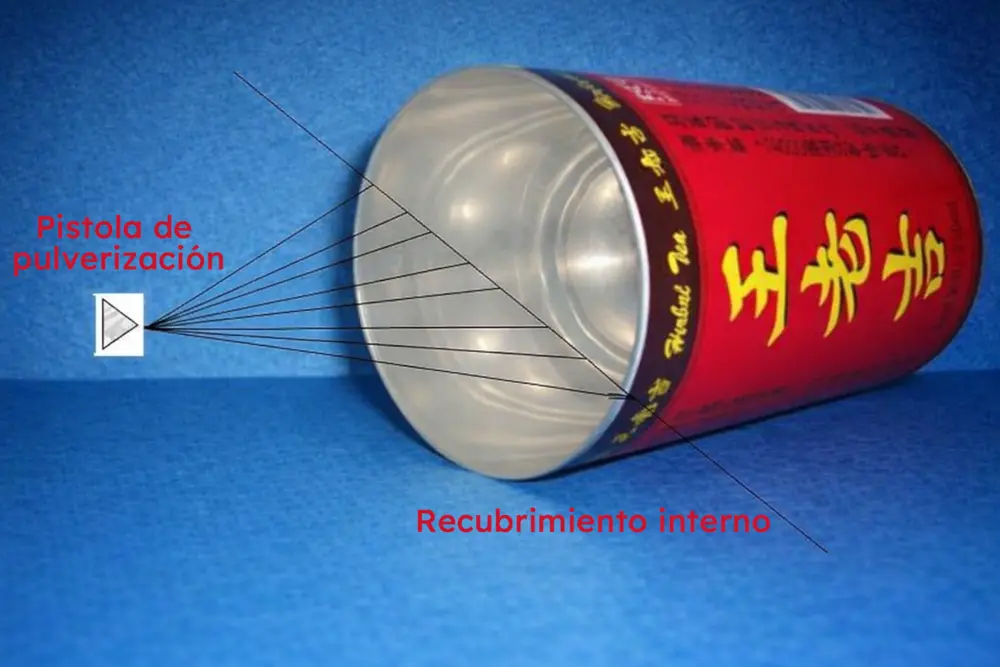
Paso 8: Recubrimiento interior y pulverización del fondo
Se aplica mediante pulverización un barniz interior transparente de grado alimentario en las paredes internas y el fondo de la lata. Este recubrimiento evita el contacto directo entre la bebida y el aluminio, garantizando seguridad alimentaria, estabilidad del sabor y resistencia a la corrosión. Posteriormente, el recubrimiento se cura en horno.


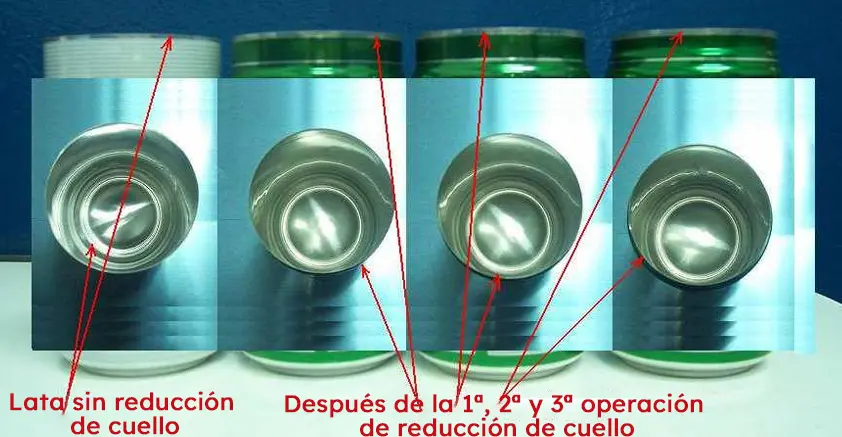
Paso 9: Estrangulado (Necking)
Mediante herramientas de alta precisión, el diámetro de la boca de la lata se reduce gradualmente. Este proceso permite utilizar una tapa de menor diámetro, reduciendo el consumo de material sin comprometer el rendimiento del sellado.
Paso 10: Rebordeado (Flanging)
Tras el estrangulado, el borde superior se abre hacia afuera formando una pestaña uniforme. Este reborde es esencial para el posterior cierre hermético mediante doble engargolado (double seaming), donde la tapa se fija mecánicamente al cuerpo de la lata.

Paso 11: Inspección e inspección interna por cámara
Cada cuerpo de lata es inspeccionado automáticamente:
- Inspección óptica externa para detectar grietas, microperforaciones o defectos dimensionales.
- Inspección interna por cámara para verificar la calidad del recubrimiento interior.
Las latas defectuosas son rechazadas automáticamente de la línea de producción.

Paso 12: Paletizado y embalaje
Las latas conformes se apilan, flejan, envuelven con película protectora, se etiquetan y se preparan para su envío a las plantas de llenado de bebidas.

Conclusión
Ahora que sabes cómo se elaboran las latas de aluminio, puedes apreciar que se trata de un proceso altamente técnico, preciso y optimizado para lograr ligereza, resistencia y seguridad alimentaria. El proceso BPC de dos piezas permite fabricar millones de latas cada día con una excelente eficiencia de material y un rendimiento estructural sobresaliente, lo que convierte a la lata de aluminio en uno de los envases más utilizados y sostenibles del mundo.
Preguntas frecuentes
¿Qué espesor tiene el aluminio de una lata de bebida?
El espesor del aluminio varía según la zona de la lata. El cuerpo suele tener entre 0,09 y 0,12 mm de espesor después del proceso de planchado, mientras que el fondo es ligeramente más grueso para soportar la presión interna.
¿Qué presión puede soportar una lata de aluminio?
Una lata de bebida estándar puede soportar presiones internas de aproximadamente 90 a 100 psi (6 a 7 bar). El fondo abombado y el diseño estructural ayudan a distribuir la presión y evitar deformaciones.
¿Cuántas latas puede producir una línea de fabricación por minuto?
Las líneas modernas de fabricación de latas de aluminio pueden producir entre 1.500 y 2.500 latas por minuto, dependiendo del tamaño de la lata y de la velocidad de la línea.
¿Cuánto pesa una lata de aluminio vacía?
Una lata de bebida estándar de 330 ml o 12 oz pesa aproximadamente entre 13 y 15 gramos. Este peso reducido es el resultado de décadas de optimización del material y del diseño estructural.
¿Cuánta energía se ahorra al reciclar aluminio?
Reciclar aluminio ahorra hasta un 95% de la energía necesaria para producir aluminio primario a partir de bauxita. Por eso las latas de aluminio se consideran uno de los envases más sostenibles del mercado.